|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
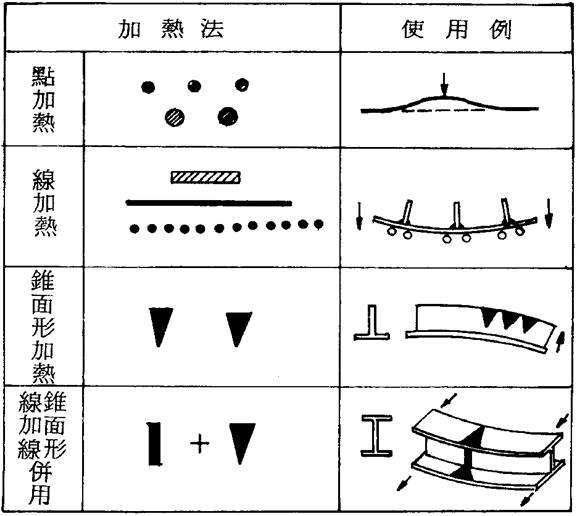
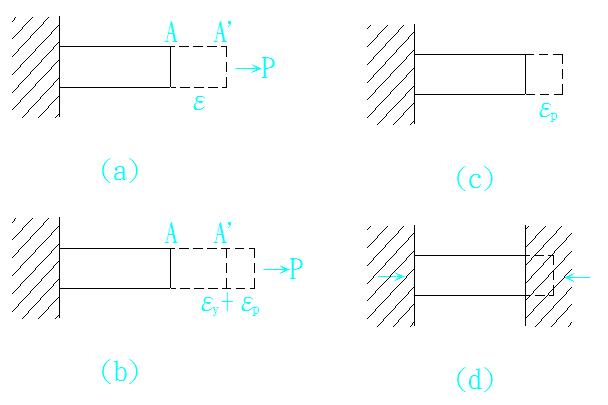
| 漫談鋼構件的熱矯正 劉澤山 技師 鋼結構製作時,由於銲接收縮以及製作公差與累積,導致構件的變形。變形有許多種形式:如縱向或橫向的彎曲、剪切面變形、水平橫向平移的變形(角變形、畸變)、扭轉變形等,如照片1。另外在薄板銲接時,例如橋梁腹鈑銲接加勁肋鈑等,產生的凹凸變形。這些變形常會造成後續組立或現場安裝上的問題,或是受力時有側向穩定性的疑慮。因此規範規定了各種尺度的允許公差。但是超過公差時,如果就把構件廢棄,殊不經濟,所以一般均以矯正的方式來處理。 矯正的方法分為熱矯與冷矯兩大類。所謂熱矯或稱熱整,一般以加熱器如瓦斯或乙炔氣體作局部加熱的方式來處理。而冷矯就是在常溫下,以矯直機以反方向加上力量,或反覆多次來回移動的方式,利用材料的包辛格效應(Bauschinger effect)使多種原始曲率的構件,逐漸變成單一曲率並整平。一些簡單的構件在受內應力不大的狀態下,以矯直機彎曲來矯直構件相當方便,如照片2所示。但以矯直機矯直構件,首先要考慮矯直機的能量是否能夠彎曲構件,且構件的外形必須單純。再者,矯直時需要達到構件的降伏應力以上,因此留有的殘餘應力會導致內應力的增加,甚至可能導致構件或銲道產生裂紋,降低使用性或壽命。所以大多數的構件,以加熱方式來矯正較為普遍的。 至於熱矯正的方式,如圖1[2],有點、線、面等加熱方式,加熱在變形處之凸出部分,藉著鋼鈑的溫度降伏應力的關係,導入拉應力,把構件加以拉直。當然許多人會覺得熱脹冷縮是自然的現象,當加熱使物件溫度升高長度伸長,但冷卻時物件又會縮短,對於矯直構件有何幫助呢?這與使用矯直機原理類似的是構件在熱矯直時,溫度應力必須超過其降伏應力。在基本材料力學的理論[1],物件在彈性範圍拉長時,物件將會伸長,如圖2(a),假設為一個長度ε,當力量移除時,物件將會回到原來的長度(A’點回到A點)。假設其最大的彈性變形量為εy,當伸長量超過εy時,如圖2(b)為εy+εp,則力量移除時,則將只恢復εy的長度,將有εp的永久的殘留變形保留下來,如圖2 (c)。但是由於受到端部固定端的限制,εp的變形量,事實上沒辦法產生,而是由固定端產生的反力使其變形而回復至原來的位置,圖2(d)。鋼材加熱其伸長量與溫度及線熱膨脹係數有關,與降伏應力無關,因此其基本的力學關係式為: 溫度變化導致的單位伸長量: 公式1 ΔL/L=αΔT;其中長度變化量ΔL與長度L的比值等於鋼材的線熱膨脹係數α(取12X10-6m/m)與溫度變化量ΔT (℃)的乘積鋼材的降伏變形: 公式2 εy=σy/E:其中σ為鋼材的降伏強度(A572 Gr.50鋼料Fy=3500kg/cm2),E為鋼材的楊氏系數(取2.04X106 kg/cm2) 所以當兩者相等,也就是εy=ΔL/L;σy/E =αΔT時可以得到溫度變化ΔT=143℃。也就是加熱溫度達到溫度差約140℃以上時,構件即產生降伏。熱矯正在加熱的過程中,加熱部分由於受到未加熱部份的束制,內應力不斷的增加,當溫度差到140℃以上時,構件即逐漸降伏,這時溫度再繼續增加時,加熱區域將產生永久的變形,冷卻時收縮將大於原始的長度。但由於仍受到周圍未加熱部份的束制,這時將導致加熱部份產生拉應力使其伸長,相反的其他未加熱部份將受到壓應力而使長度縮短,因此產生矯直的效果。加熱溫度越高,應力越大,矯直的效果越好。但是當加熱溫度太高,鋼材晶粒將產生變化,金屬材料中鐵碳合金在達到723℃以上時(A1溫度),將開始產生奧斯田鐵,當達到850℃時(A3溫度),組織將全部變為奧斯田鐵,溫度繼續上升或高溫時間過長,奧斯田鐵晶粒可以不斷長大,冷卻時將得到巨大的晶粒,使鋼材的塑性、衝擊韌性或疲勞強度等,都大大的降低。內政部「鋼構造建築物鋼結構施工規範」規定,整形的溫度不得超過650℃,如果是熱機軋延控制鋼鈑(TMCP),則以控制在600℃以下較為適宜(照片5)。 熱矯正需要注意的事項有:加熱的溫度高低、加熱時間的快慢 (加熱到達的深度)、加熱方法及範圍、冷卻的速度或時間的控制等等。雖然以理論式來看,似乎相當的簡單,甚至推估需要的加熱溫度,好像也不是什麼難事。但是由於鋼鐵材料在高溫時,E值將隨著溫度的上升而下降,因此整個平衡式事實上是非線性的。而且側邊亦會提供束制,不像計算時,當作兩側不存在,只考慮頭尾的效果。因此,目前熱矯正雖然已有許多基本的處理模式與方法,但一些精進的作法仍依賴經驗傳承方式為多,並無一套精確的理論上的計算方法。 同理,銲接造成的收縮變形與熱矯直的直線加熱相當類似。在銲縫處造成拉應力,同時對未加熱區造成壓應力。所以當銲接的尺寸安排不適當或入熱量過大,過大的壓應力常造成母材的凹凸變形。另外要注意需要預拱的構件,不可以熱矯正的方式來達到預拱值,必須以構件原始製造、切割的方式產生。但若預拱值過大時,則倒是可以熱矯正的方式來降低預拱值。 參考文獻 ﹝1﹞「Mechanics of Materials」,by James M. Gere,Stephen P. Timoshenko,Chapman & Hall, 1991. ﹝2﹞鋼結構施工及檢驗基準(2013)。行政院公共工程委員會,品管教育訓練品管班教材。 ﹝3﹞劉澤山(2008)。「超高層鋼構大樓施工概述」。
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記