|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
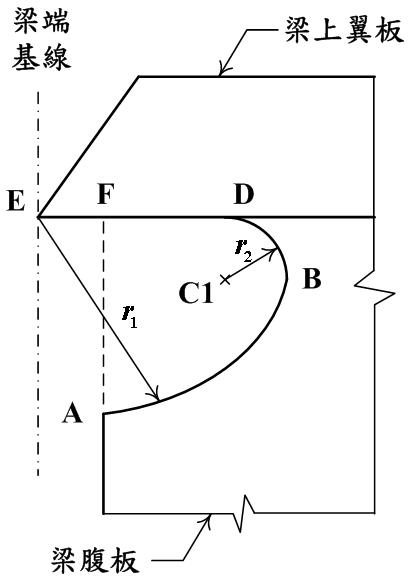
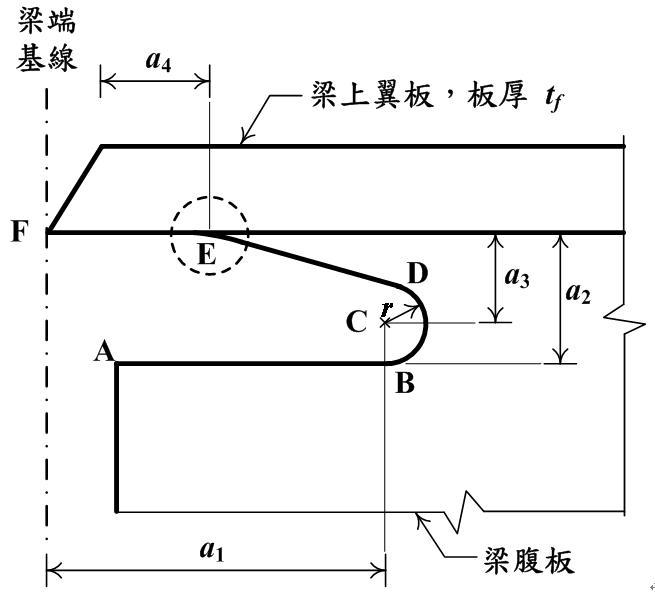
| 鋼梁接頭扇形孔之設計與施工介紹 陳正平技師 摘要 鋼結構之梁、柱接頭若採銲接方式接合時,為何須於梁腹板與翼板相交處開扇形孔(見圖1及2)?梁腹板扇形孔為進行梁翼全滲透開槽銲接時所需之工作孔,若不設置扇形孔,翼板之不連續銲道容易造成銲接缺陷及應力集中現象,容易因應力集中現象而產生疲勞效應之脆性破壞,因此在銲道與腹板交叉處設置扇形孔,以求銲道連續完整。 梁端接頭翼板與腹板界面處,扇形孔之處理原則,對於熱軋H型鋼之翼板與腹板交界處為完全連續,因此,在該處開設扇形孔不會於翼板與腹板界面出現間隙之問題;但對於銲接組合(BH)型鋼梁,若其腹板與翼板之連接方式為採填角銲或部份滲透銲,則其梁端部扇形孔開設後,翼板與腹板界面之間隙會外露。此種界面間隙外露之現象形同初始裂縫,不利於抵抗疲勞效應,但若為此而加以補銲並予以磨平,則可能補銲動作反造成母材銲蝕或刻痕,反而更不利於抵抗疲勞效應。另外,若於梁端之翼板與腹板接合處,局部採用全滲透開槽銲雖可解決此問題,但因銲接組合(BH)型鋼梁於組銲後,其長度須經裁切至適用長度,因而局部全滲透開槽銲之位置不易確定,製作較麻煩,實務上有其困難度。考量該翼板與腹板界面之間隙係出現在銲道之間,且二側60o開槽之潛弧銲接組合銲道之每邊亦有約1.2mm之滲透效果,因此所剩之間隙寬度已不多,其疲勞效應較不嚴重。因此權衡其利弊得失,建議扇形孔之製作技術著重在扇形孔孔邊之平順度。 扇形孔之切割若採手工或半自動火焰切割方式開孔,則常因手顫動或火嘴未暢通而致切割面不平順,因此,建議依設計圖所規定之孔形,先預留1至2 mm切割完成後,再以砂輪機研磨至如設計圖所規定之孔形。扇形孔之尺寸不得有過大、過小,孔邊不得有鋸齒狀、銲蝕、刻痕等缺陷,其表面粗糙度須達 梁柱接頭扇形孔設計考量 大梁通常會承擔地震力引致之反復載重並提供所需之塑性轉角及消能容量,大梁與柱之接合使用翼板全滲透銲道-腹板螺栓的接合型式時,容易因應力集中現象而產生疲勞效應之脆性破壞,此時腹板即須設置扇形孔。扇形孔的形狀與施工方式對梁柱接頭韌性的發展有顯著的影響。在梁翼梯形切削減弱式梁柱接頭被發展出來之前(註:梁翼圓形切削減弱式梁柱接頭,為能達到足夠之塑性轉角需求,有過度切削致強度不足之結構安全疑慮),扇形孔除了需要考慮到裂縫的抑制外,還需要兼顧塑性轉角的提供。但是在梁翼梯形切削減弱式梁柱接頭被發展出來後,塑性轉角由梁的翼板切削區來提供。因此,扇形孔的細部設計與施工,以在反復應力作用下裂縫可有效抑制為主要考量。 要有效抑制裂縫發展,最重要的是要避免過度的應力集中,因此扇形孔沿著應力方向,其幾何形狀應保持平順,而切割面粗糙度也要受到控制。在扇形孔形狀方面,日本「建築鐵骨設計基準及解說」[1]中建議的扇形孔(如圖1)及AWS D1.8 [2]所建議的扇形孔形狀(如圖2)都可以符合形狀保持平順的要求。 梁柱接頭扇形孔施工考量 在施工方面,以自動銑刀設備製作的扇形孔,除了幾何形狀準確度高外,扇形孔切割面的粗糙度也很低,施工品質佳。但是每套自動銑刀設備僅能針對某一特定的扇形孔細部進行施工,目前國內的自動銑刀設備,基本上僅能製作日本設計準則建議之扇形孔形狀。另一方面,自動銑刀設備的加工能力有其限制,當梁翼板太寬、梁過深、梁翼板太厚或是梁不夠長時,即無法使用自動銑刀設備製作扇形孔,此時火焰切割加上切割面研磨為最可行的方法。使用火焰切割加上切割面研磨製作扇形孔時,日本設計準則建議之扇形孔及AWS D1.8建議之扇形孔皆可使用。綜合上述,將最適合國內目前使用的扇形孔細部設計配合施工方法敘述如後。 當H斷面之尺寸在自動銑刀設備加工能力範圍內時,建議採用日本設計準則建議之扇形孔(以下稱「弧形耐震扇形孔」)之幾何形狀及自動銑刀設備進行施工。弧形耐震扇形孔細部如圖1所示,不論上、下翼板,扇形孔形狀如ABDE曲線,其細節敘述如下。
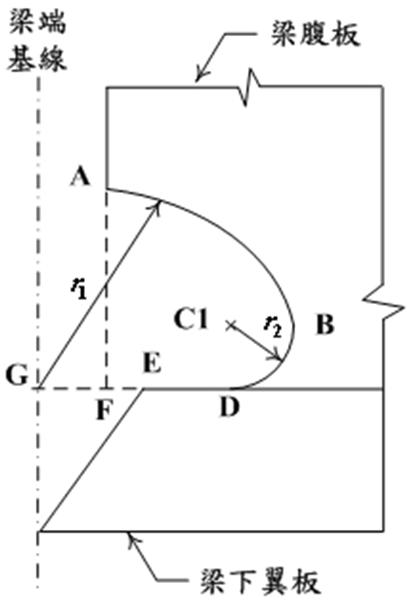
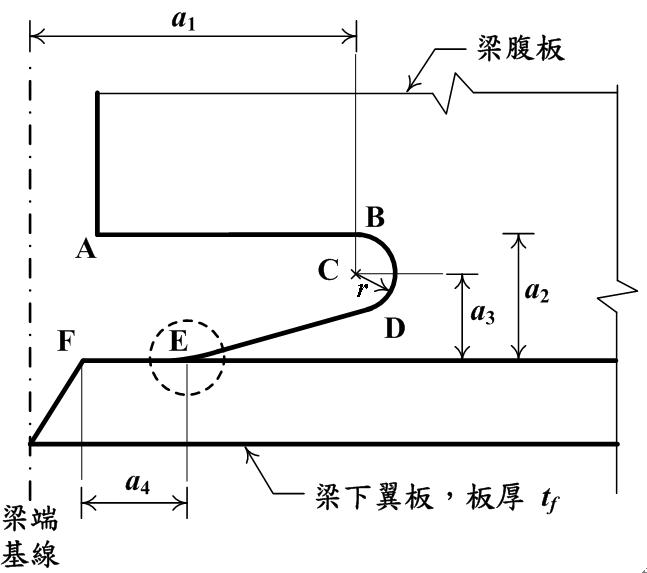
當H梁之尺寸超出自動銑刀設備之加工能力範圍時,可以直接採用弧形耐震扇形孔(圖1)或AWS D1.8建議之扇形孔(圖2),配合火焰切割及切割面研磨施工方式製作扇形孔。使用弧形耐震扇形孔時其細部與使用自動銑刀設備製作者相同,直接參考圖1,以及(A1)、(A2)、(A3)等各項之描述或規定。使用AWS D1.8建議之扇形孔,其細部如圖2所示(簡稱AWS耐震扇形孔)。不論上、下翼板,AWS耐震扇形孔形狀如ABDEF曲線所示,其細節敘述如下:
火焰切割及切割面研磨加工之施工方式製作扇形孔,宜先依其幾何形狀製作適當的模具,切割時火嘴靠著模具移動進行切割,切割曲線應自目標曲線(即ABDEF曲線)退後1至2 mm,完成切割後再將切割曲線研磨至目標曲線。
梁使用組合(BH)型鋼斷面且腹板厚度較大(約大於22 mm)的時候,腹板與翼板間可能存在一縱向隙縫,此道隙縫會出現在扇形孔切割面,如圖1之D點處及圖2之E點處。由於縱向隙縫與應力方向平行,對裂縫的發展不敏感,而圍繞(包角)銲道在腹板端部與應力方向垂直,容易發展出裂縫,故不宜以圍繞(包角)銲道填補該隙縫。 小梁扇形孔 小梁不承受反復應力,因此扇形孔幾何形狀以容易施工為主要考量。以自動銑孔設備製作弧形耐震扇形孔(圖1),施工容易且品質佳,也適合使用於小梁扇形孔。小梁扇形孔的製作亦可採用火焰切割加上切割面研磨加工的方式製作,因各型梁扇形以手工製作時所費工時相差不多,此時仍建議採用符合弧形耐震扇形孔相同之圖1所示之扇形孔形狀,以與大梁所用相同之單一模具加工製作,可節省成本並可方便管理。 【參考文獻】 [1] 日本財團法人公共建築協會,「建築鐵骨設計基準及解說」,平成10年。 [2] AWS (2009), Structural Welding Code-Seismic Supplement, ANSI/AWS D1.8/D1.8M:2009, American Welding Society. [3] 中華民國鋼結構協會,技術備忘錄 第002號「H梁扇形孔細部設計與施工」,民國100年12月。
| |||||||||||||||||||||
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記