|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉149 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
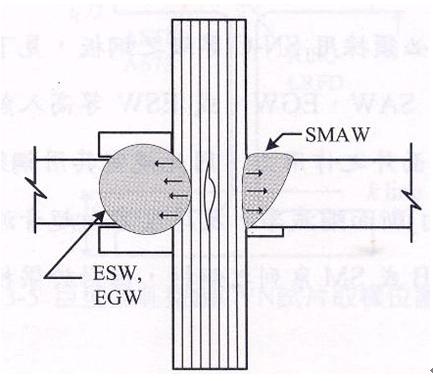
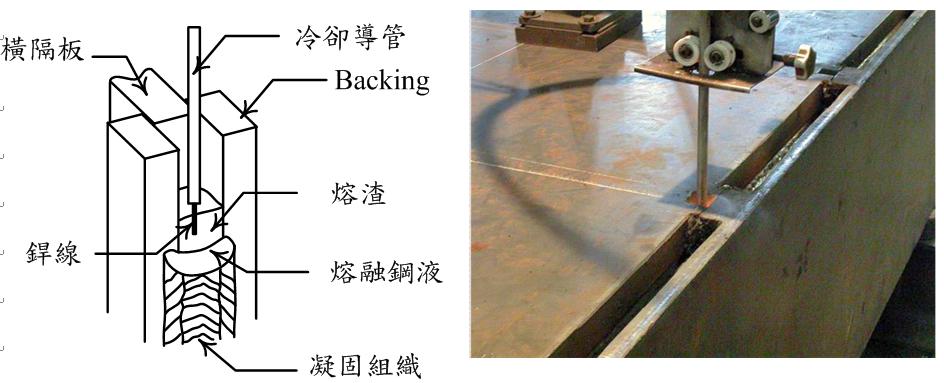
| 談「鋼結構高樓梁-柱接頭電熱熔渣銲接」之設計與施工 陳正平技師 前言 國內鋼結構高層房屋之結構柱,設計時為使有效承載二向之地震力,有普遍使用箱型鋼柱的情形,因柱構材除須用來承載垂直載重外,還須承載地震力,因此,高層房屋結構柱之柱板厚度須較厚,才能滿足高樓結構柱之載重需求。然而箱型鋼柱與鋼梁之接頭處,梁翼板-箱型柱板-橫膈板間之銲道為重要的傳力路徑(見圖1及2),該位置因箱型柱內之橫膈板,在箱型柱組合後須採用電熱熔渣銲接(Electroslag, Welding ESW)或電熱氣體電弧銲接(Electrogas Welding, EGW),才有辦法進行橫膈板銲接,而該等方法產生之入熱量甚高(見表1),容易造成銲接熱影響區內之鋼板材質金相組織晶粒粗化現象,對梁柱接頭之韌性有顯著的不利影響,因此,其相關設計與施工應該謹慎為之,以免影響結構安全。如何避免或降低其影響程度,本文針對ESW全滲透銲道,提出設計與施工應考慮之重點,供工程師參考。
表1 各種銲接方法入熱量之比較
電熱熔渣銲接簡介 箱型柱橫膈板與柱板間之銲道必須採用全滲透銲道,但是全滲透銲道有很多種銲法,可以採用被覆電弧銲接(SMAW)、包藥電弧銲接(FCAW)、氣體遮護金屬電弧銲接(GMAW)、電熱熔渣銲接(ESW)及電熱氣體電弧銲接(EGW)等銲接方法(見表1),其入熱量各有不同,其中以電熱熔渣銲接為最高。不論使用哪一種銲接方法,銲道都可能或多或少會產生影響,也都需要通過非破壞檢驗來確認銲接品質。不過,由於箱型柱內橫膈板之銲接除了受到箱型柱之柱板封閉,致僅能有一向採用手銲,另一向必須採用電熱熔渣銲接,亦常因箱型柱內橫膈板之間距太密而產生銲接可及性的問題,而必須使用電熱熔渣銲接或電熱氣體電弧銲接,俗稱釣魚銲。國內鋼構廠大都使用電熱熔渣銲接,文章後段以ESW簡稱。因ESW銲接入熱量較高(約為450-900 KJ/cm),致有影響銲接品質的疑慮,若設計或施工不當,常會產生開裂破壞的現象。 橫膈板與柱板連接處之銲道產生破壞的主要原因 橫膈板與柱板連接處之銲道,若設計或施工不當,可能會產生開裂破壞現象,其主要原因如下: 1、ESW熔融區偏向一側,導致ESW全滲透銲道之他側熔透不足,或偏弧致銲道產生偏斜,並造成熔透不足現象。 2、箱型柱外側接入之梁翼板與箱型柱橫膈板之組立精度欠佳,梁翼板與柱翼板厚度中心未確實對齊,而產生偏心,此種情形除會導致銲道承受額外的偏心彎矩外,亦會導致其中一側會出現應力集中現象。 3、梁翼板由於採用補強式梁-柱接頭,致接頭處梁翼板加上補強蓋板之總厚度大於柱內橫膈板之厚度、或梁翼板連同翼板下緣填角銲之尺寸總和,大於柱內橫膈板厚度,導致其中一側有應力集中現象。 4、箱型柱之柱板太薄,ESW銲接時柱板表面溫度過高,導致銲接後柱板表面破壞韌性衝擊值(fracture toughness)過低。 5、柱板材質欠佳,導致銲接後,柱板熱影響區範圍之破壞韌性衝擊值過低。
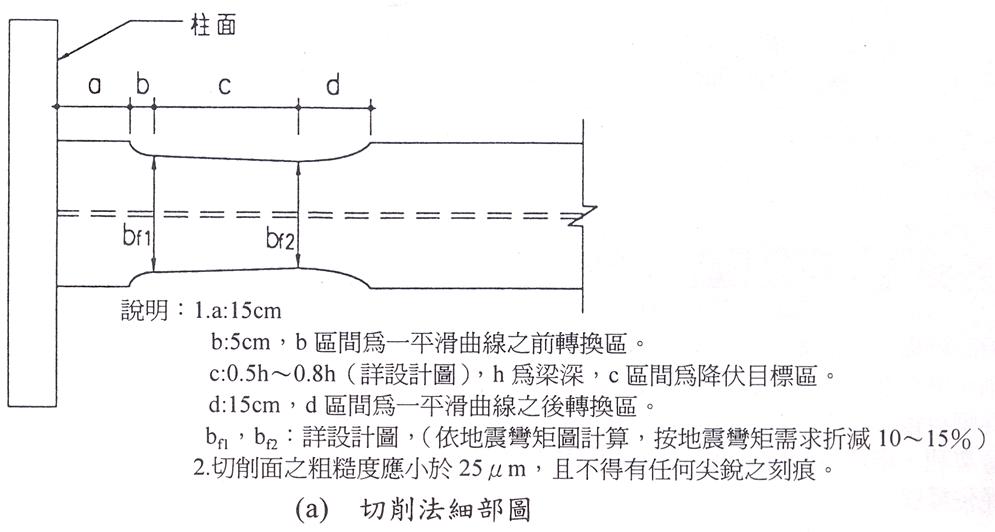
為避免橫膈板與柱板連接處之銲道產生非預期的破壞,建議確實進行下列處理事項: 1、加強電熱熔渣銲接(ESW)之品質管制,ESW銲接時應控制熔融區均勻對稱、均勻的熔透發展,避免因偏弧致銲道產生偏斜及熔透不足的現象。當直立式電熱熔渣銲接槽孔為長方形時,建議採用具擺幅功能之設備,確保無偏弧現象。 2、應確實進行銲道熔透程度之非破壞檢驗,橫膈板厚度中心到銲道之上、下二端與柱板交接處之距離,通常應不小於 3、控制鋼板組立或吊裝之誤差,確保橫膈板厚度中心與接入梁之翼板厚度中心對齊,並加強校核。 4、使用與梁翼板接合細部總厚度(包括蓋板、額外填角銲道等)相匹配之橫膈板厚度。 5、使用與橫膈板厚度及接入梁之翼板厚度相匹配之柱板厚度,柱板厚度不宜小於19 mm。 6、柱板應選用衝擊韌性值較佳之鋼材材質,可參考鋼結構協會「結構用鋼使用時機參考表」。尤其是板厚超過40mm時,須符合CNS 13812 SN400C或SN490C之鋼材。 7、配合採用「梯形切削減弱式高韌性梁柱接頭」,其消能效果佳,可大幅減低梁-柱接頭銲道之強度需求及韌性需求(見圖4)。 大尺寸電熱熔渣銲 當柱橫膈板較厚時,電熱熔渣銲之尺寸亦隨之加大,須注意電熱熔渣銲可銲之最大尺寸為多大,才不會產生銲接熔透不足之現象。電熱熔渣銲之銲機,以往無具橫向擺幅功能,因此,較大之銲接尺寸可能會產生熔透不足之現象。近來較大型鋼構廠所使用之電熱熔渣銲銲機,大多具有橫向擺幅功能,已可克服內隔板過厚致熔弧不足的問題。惟考量銲接熱影響區之材質變化及柱板太薄時可能被熔透,建議設計時柱內隔板與柱板間,相對板厚之決定,在假設熱影響區會產生粗晶粒之範圍不超過柱板中央之情況下,參見表2之建議[1]。 圖3 電熱熔渣銲相關細部立體示意圖[1] 表2 柱板最小厚度之限制[1]
結語 箱型鋼柱與鋼梁之接頭,是結構構架中傳力路徑最為重要的位置,而箱型鋼柱之封閉特性,致其與鋼梁之接頭對應處之柱內橫膈板,採用電熱熔渣銲接(ESW)接合成為不可避免的事實。且近因人工手銲之成本較高,且橫膈板四周均採用電熱熔渣銲接(ESW)品質較易控制,銲接速度又快,因此,橫膈板四周均採用電熱熔渣銲接之鋼構廠越來越多,部分設計監造單位擔心電熱熔渣銲接之品質控制不佳會影響結構安全,而常會發生爭議。為解決業主、監造與鋼構廠間之爭端,本文提出解決之建議方案供鋼構業界參考,其中「梯形切削減弱式高韌性梁柱接頭」製作簡易造價低廉,消能效果顯著,尤其是不妨礙鋼結構立體靭性剛構架之原有機能,故除謹慎控制施工品質外,「梯形切削減弱式高韌性梁柱接頭」實為解決剛構架電熱熔渣銲韌性問題之最佳方案。惟「梯形切削減弱式高韌性梁柱接頭」(見圖4)為行政院國家科學委員會之國際性專利,現委託台科大研發處技術移轉中心代管,使用前應與該中心接洽,以免觸法。 圖4 漸變斷面減弱式梁柱接頭示意圖
【參考資料】 [1]梁宇宸、陳正誠、蔡顯榮(2008)。“電熱熔渣銲(ESW)對箱型柱板材質之熱影響”。鋼結構設計與施工技術研討會,中華民國鋼結構協會。 [2]內政部營建署(1998)。結構建築物鋼結構技術設計規範,“容許應力設計法及鋼結構極限設計法設計規範”。 [3]內政部營建署(1998)。“鋼結構建築物鋼結構技術施工規範”。 [4]中華民國鋼結構協會(2009)。“橫膈板與箱型柱板間ESW或EGW相關之設計與施工”。技術備忘錄第001號。 [5]陳正平(2008)。“談「房屋結構用鋼材選用ASTM規格」”。技師報605期。 | |||||||||||||||||||||||||||||||||||||||||||
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記