|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
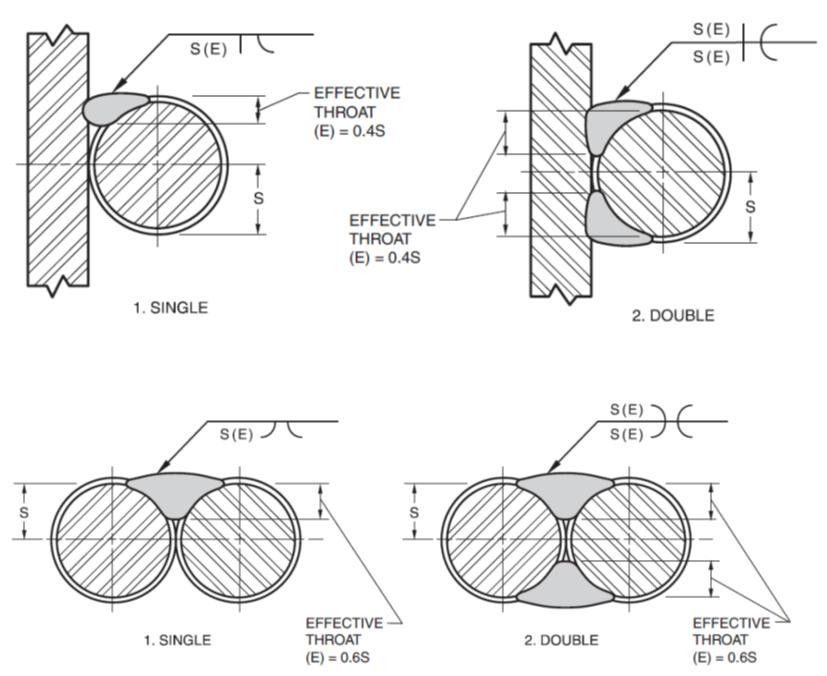
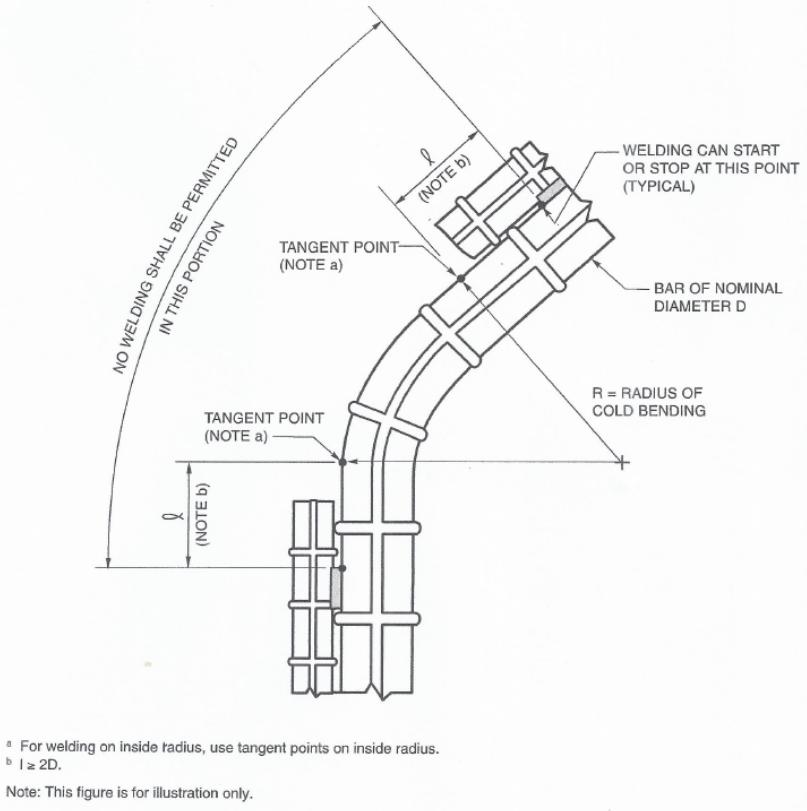
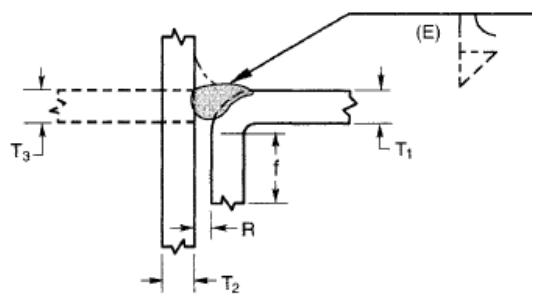
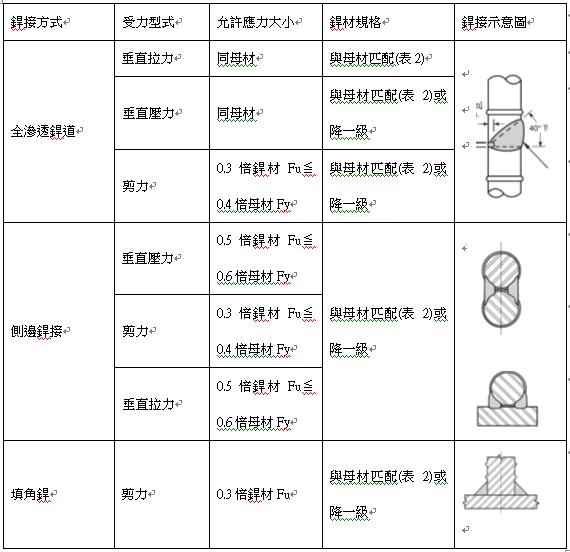
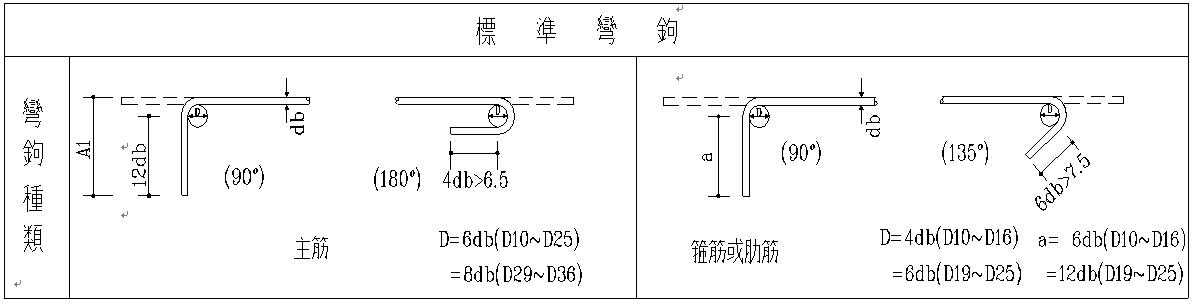
| 簡介AWS D1.4鋼筋銲接規範 劉澤山 技師 鋼筋續接的方法有搭接、續接器以及銲接。在業界由於對銲接規定不熟悉,除特殊狀況下(如搭接長度不足、無法施作錨定彎鉤)才採用銲接,因此,本文特將美國銲接學會AWS D1.4鋼筋銲接規範[1]的規定,提供參考。 銲接作業在接頭的處理,有併接或銲接兩種(如圖1)。其中以鋼筋與鋼筋直接對接,可達最好效果(圖2),但因接頭固定不易,及該方式需進行全滲透的銲道檢測,檢測上的不方便性,因此現場採用者不多。以業界而言,還是以併接為主。然而鋼筋的併接與搭接一樣,都面臨鋼筋軸線偏心的問題。其中又因銲接較搭接短,造成偏心影響更大,因此AWS D1.4規定:除了橫向鋼筋加強,並要求只能使用於D19鋼筋以下。 另外也常見SRC接合為滿足規範要求的錨碇長度,以銲接處理錨定彎鉤。嚴格地說,這種方式是有問題的!原因在於AWS D 1.4規定,鋼筋在彎曲時,須離開彎曲點兩倍直徑以上才能銲接(如圖3);另錨碇彎鉤延伸段長度 (如表4,12db或6db),建議應該如AWS所示(如圖4)﹝2﹞,銲在端部才是正確方式。 而銲接方式則有手工電銲(SMAW)及半自動電銲(GMAW或FCAW)三種。由圖1可知,併接鋼筋在表面銲滿時,其有效銲喉為0.4S(S為鋼筋半徑);鋼筋互銲則有效銲喉為0.3S。銲道允許強度的規定如表1、銲條規定如表2。其中值得一提的是:SD420W鋼筋應搭配80ksi等級(E80XX)強度的銲條;而SD420鋼筋則需要搭配90ksi等級的銲條。業界常誤以為70ksi等級的銲條即可滿足SD420W鋼筋,此乃單位換算的觀念所誤導(因70ksi=70×60=4,200kg/cm2)。然而銲條強度為Fu,而鋼筋強度是Fy,兩者的物理意義是不同。 而鋼筋銲接前必須預熱,預熱規定如表3所示。預熱的溫度與鋼筋材質有關,也就是碳當量。碳當量的計算方式有下列兩種: C.E=%C+%Mn/6 (公式1) C.E=%C+%Mn/6+%Cu/40+%Ni//20+%Cr/10-%Mo/50-%V/10 (公式2) 公式1針對一般鋼筋;公式2針對A706的鋼筋,也就是可銲鋼筋。根據CNS 560規定,SD420W或SD280W的碳當量小於0.55,所以以一般的SD420W或SD280W鋼筋銲接可以不必預熱。SD420的鋼筋其碳當量規定為0.59以下,銲接前應依鋼筋號數大小按照表規定預熱至40℃或90℃。但CNS之SD280鋼筋並未規定碳當量,而對於未規定碳當量或化學成分未知的鋼筋,AWS D1.4則另外規定了150度(#6筋及以下)和250度(其他鋼筋)的預熱溫度。 鋼筋銲接的品質要求與一般鋼構銲接類似,需全部作目視檢驗(VT),而其他檢驗方式則視需求另訂,並未有強制性要求。惟因鋼筋表面竹節的關係,若採用超音波檢測(UT),易有探頭接觸不良的困擾,因此建議就銲道檢測,宜使用放射性檢測(RT)為妥。鋼筋銲道目試檢驗的標準如下,外觀上與鋼構銲道相同,請參考筆者另篇「鋼結構的銲道目試檢測」一文﹝3﹞。鋼筋銲接的允許標準為: 1. 銲道不得有裂縫或搭疊(Overlap)。 2. 每道銲道與母材間必須充分融合。 3. 銲池必須填滿。 4. 銲蝕(undercut)深度不得超過1mm。 5. 填角銲道若有氣孔,在25mm的銲道內氣孔長徑的和,不得超過10mm;且在150mm的銲道內氣孔長徑的和,不得超過14mm。 6. 銲道長度在頭尾端尺寸不足的部分,不得計入。 7. 當使用放射線檢測(RT)時,其允收標準如表5。 至於銲接程序與銲工考試,亦與鋼構銲接類似,分為1~4G的位置,與全滲透或半滲透的幾種接頭類型。但由於篇幅的關係,讀者請另參考規範或另待日後撰文介紹。 鋼筋續接的方式中,銲接是合法的方式,同時也是需要長度最短的一種方式。若能了解使用的規定,在面對施工問題的對策上也多了一份選擇。 參考文獻 ﹝1﹞「Structural Welding Code—Reinforcing Steel」AWS D1.4,2011 ﹝2﹞「Structural Welding Code—Steel」AWS D1.1,2010 ﹝3﹞「鋼結構的銲道目試檢測」劉澤山 技師報 1014期 105年5月
表1 鋼筋銲接之容許強度
表2 銲接使用的銲條(Table 5.1節錄)
註:X代表通用
表3 鋼筋銲接預熱需求
表4 鋼筋標準彎鉤長度表
表5 放射線檢測的合格標準
註:小於25mm直徑鋼筋之允收標準由工程司指定 |
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記