|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
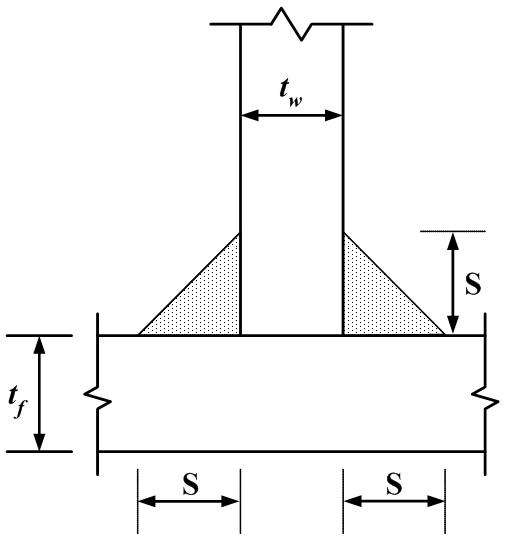
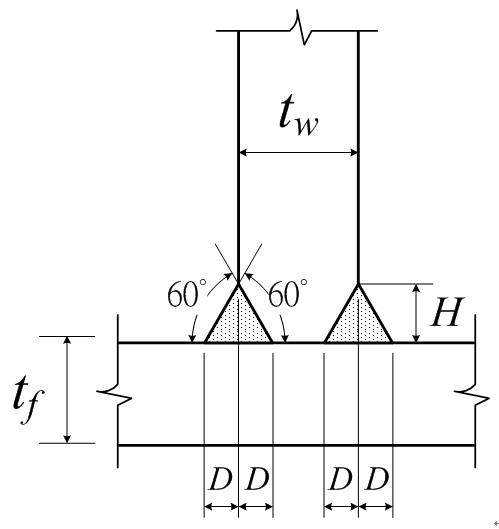
| 談「銲接組合H型鋼」之斷面性質 陳正平技師 最近有技師先進提到「銲接組合H型鋼」(亦簡稱BH型鋼),在銲接組合後是否需考量殘留應力?又,銲接組合後其斷面性質是否可等同熱軋H型鋼之斷面性質? 第二個問題,先前在特殊結構審查會上,亦常發現有設計工程師未注意到,大多「銲接組合型鋼」所採用的接合銲道尺寸之強度,並未能達到「熱軋型鋼」完全連續軋壓而成之強度,而在檢核翼板承受集中載重時 (例如梁-柱接頭或斜撐連接板接合處),常會以鋼結構設計規範第11.2節 (承受集中載重之腹板及翼板) ,所列之集中載重檢核公式作設計之情況。 要探討「銲接組合H型鋼,在銲接組合後是否可等同熱軋型鋼之斷面性質的問題,須先了解銲接組合H型鋼的設計與施工方法。銲接組合H型鋼係由2片翼板及1片腹板,經採潛弧銲接 (Submerged Arc Welding,SAW)銲法 (見圖1) 連續銲接組合而成。為減少銲接變形及受力偏心,一般均會採用雙邊對稱配置銲道。腹板與翼板間之組合銲道型式,一般在腹板厚度小於19mm時,為節省開槽加工成本而採用雙邊填角銲 (見圖2及4);腹板厚度在19mm以上時,則為了省略雙邊開槽全滲透銲的背剷動作及減少銲材用量,一般會採用「部份滲透開槽填角補強」銲道(見圖3及5)。 又,為了節省銲接組合施工成本,若設計圖未特別註明需依腹板受拉強度決定銲道尺寸,一般均會以滿足BH型鋼受撓時所需之腹板剪力來決定銲道尺寸,因此當BH型鋼翼板承受集中載重時,翼板與腹板間之組合銲道,就沒有足夠的強度餘裕,供傳遞集中載重力量所需。 銲接組合型鋼與熱軋型鋼相較,其斷面性質雖差別不大,惟其銲接組合之銲道,若為連續之全滲透開槽銲道,且腹板角隅趾部之銲道形狀與熱軋型鋼相近,則其接合設計可適用鋼結構設計規範第11.2節 (承受集中載重之腹板及翼板) 所列之集中載重檢核公式,來檢核梁翼板接合或連接板之接合對H型鋼組合銲道的影響。若銲接組合型鋼之銲道為採用雙邊填角銲 (見圖2),或雙邊部份滲透開槽銲填角銲補強之銲道 (見圖3),且其銲道尺寸僅為以腹板所需剪力強度決定,則其接合設計,不適用鋼結構設計規範第11.2節所列之集中載重檢核公式,此時必須將作用在翼板上之集中載重全數,以設置於腹板二側之加勁板來承受。 至於銲接組合H型鋼在銲接組合的過程,或多或少會產生受熱或冷卻不平均而產生變形,通常只要將變形量,控制在容許公差範圍內即可,若銲接組合後之變形量超過容許公差值,必須經由加熱或冷彎加工,整平至其變形量控制在容許公差範圍內。惟銲接或整形加工,只要其入熱量不致產生改變材質的情形,所產生之殘留應力,對鋼結構耐震斷面及結實斷面,於達極限降伏時之韌性行為,尚不致造成顯著影響。 另外,銲接組合型鋼承受扭矩時,其剪力流的傳力路徑亦會受到銲接型式及尺寸的影響。 綜上討論,筆者認為,建築結構用之「銲接組合型鋼」,可不需考慮銲接組合後所產生殘留應力之影響。銲接組合型鋼之銲道尺寸,若為以H型鋼之拉力強度決定全滲透開槽銲道尺寸,且銲接後腹板角隅處之銲道形狀與熱軋型鋼相近,則可適用鋼結構設計規範第11.2節 (承受集中載重之腹板及翼板)所列之集中載重檢核公式,來檢核梁翼板接合或連接板之接合,對H型鋼組合銲道的影響。否則,因組合銲道強度已用於抵抗撓曲剪力所需,已無強度餘裕供傳遞集中載重所需,及承受扭矩時傳遞剪力流,因此接合設計時應忽略銲道之貢獻,全部以腹板二側之加勁板,來承受全部外側之集中載重,以確保接頭之結構安全性。
| ||||||||||||||||||||||||
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記