|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
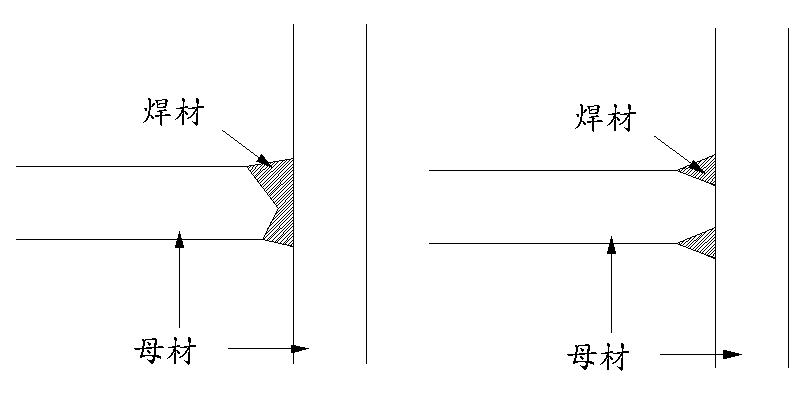
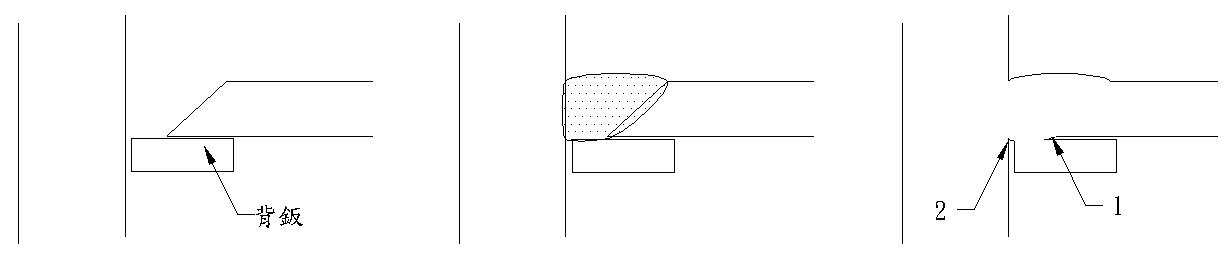
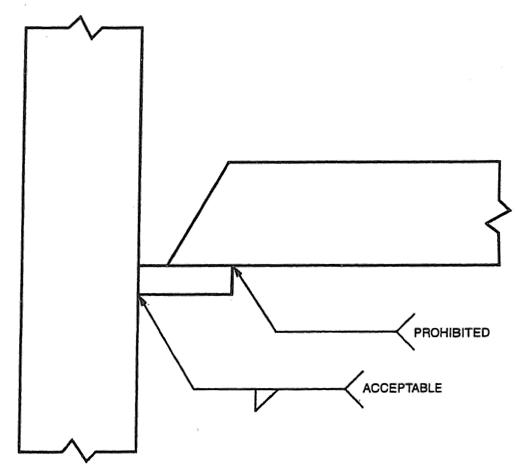
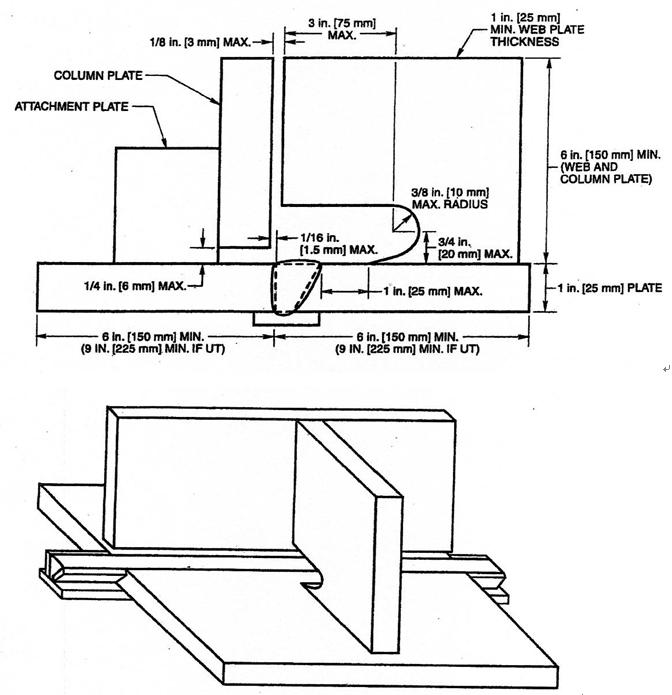
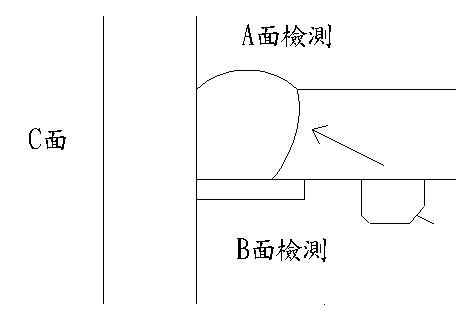
| 幾個鋼結構電銲接頭的規範問題 劉澤山 技師 鋼構的發展與電銲總有脫離不了的關係,一種新種類的鋼板或更高強度的材料(像是SM 570)首先面臨的疑問就是其銲接性是否良好,銲接程序是否經過核可或要重新檢定等,可以說無電銲即無鋼構可言。但是隨著時代的進步,結構的分析與試驗,已從工作應力到極限設計;變形量從彈性進入到塑性,有一些大家都習以為常或早期規範規定的接頭處理方式,在大地震或模型模擬試驗後,已被證明為有可能產生不良影響或危害到結構安全,因此,美國鋼鐵構造協會(AISC)或美國銲接學會(AWS)已在近些年的規範中加以修正。其中有幾個影響比較大的舉例給大家作參考,希望藉以提醒大家注意並進而提高施工的品質。 大梁接頭扇形孔內腹鈑與翼鈑相接處不可電銲 從早期至今,大家都習慣於填角銲接在尾端作包角的這件事情。在一般的狀態下包角的方式可以提高銲道完整性,從而提高強度。但在使用於組合型鋼(BH)翼板與腹鈑的組立時,在組立的端部,也就是梁柱接頭的位置,地震時翼鈑將產生大的變形量,腹鈑在包角處產生裂隙並進而延伸至其他銲進或甚至到母材內。 一般在設計銲道時,分為全滲透銲接與半透銲接兩種方式(如圖1),所謂全滲透銲接的方式就是兩片鋼鈑間完全以銲材充填者;而半滲透則是兩片鋼鈑間尚留有空隙者。以受力行為來講,受力方向與銲接方向平行者(剪力),一般均採用半滲透的銲接方式,但與受力方向垂直者,則應採用全滲透銲接(拉壓力)。因為半滲透銲接在兩塊鈑相接處仍存在空隙,如同天然的裂縫一般,受到垂直方向作用力的時候,容易產生尖端集中應力而開裂。腹鈑與翼鈑的連結一般均以半滲透的填角銲為之,因為受力方向與銲接方向平行的緣故,但扇形孔的包角銲接剛好是填角銲並橫越腹鈑的厚度方向,因而與受力方向垂直,因而容易發生問題。AWS D1.1[1]已明文規定該處不可作端部繞銲(照片1)。 引(起)弧導鈑電銲後須移除 電銲時起弧與終弧的瞬間,電壓與電流均不穩定,容易留下缺陷於頭尾端,處理方式一般均以背墊板加長,增加引弧導鈑的方式,將此缺陷的部分留在接頭的外面。理論上在承受一般作用力的情形下,此法可克服這種焊接的問題。但是在大變形下,起弧導板若仍保留在焊道位置,縱使已在正常銲道的外面,仍會受到拉扯,又由於該區域常包含許多銲接缺陷,於是因此產生開裂並延伸至正常銲道,造成接頭類似脆性的破壞。因此,為確保接頭在大變形下仍保有韌性,引(起)弧導鈑電銲後須移除,以確保接頭有變形的能力。(照片2、3) 背墊板(backing bar)會產生很高的集中應力問題 銲接時使用背墊鈑可以避免熔化的鐵水逸流,增加接頭的可靠度,減少對銲工技藝的依賴等,在鋼構現場銲接中扮演了非常重要的角色。但是在加州北嶺地震的調查裡面(FEMA 353, 2000)也給了它Stress Raiser的封號,也就是它會產生很高的應力集中效果,導致翼鈑銲道的開裂。我們如果從它的外觀來看(如圖2),順序由左至右依次為組立背鈑、焊接熔填區域、焊接完成外觀,由焊接外觀來看由於背墊鈑於電銲中局部與母材一起熔化的效果,共會產生二個尖角(如圖中1,2),當梁翼板受力時,尖角1如本文第一部分所述,與受力方向平行影響較小,但尖角2則受力後產生尖端集中應力可能會撕裂整個銲道。解決之道AISC 341、358等要求,在承受地震力的接頭,下翼鈑的背墊鈑須移除並加8mm的填角銲(照片4);上翼鈑則可在背墊鈑與柱相接處電銲8mm的填角銲以降低應力集中的效果。注意不可在與樑相接處,以免更多的力量進入背墊鈑,導致更高的應力集中問題,AWS D1.8說明如圖3。 斜撐位置的大樑腹鈑應採用電銲 筆者於技師報856期談到「腹鈑高拉力螺栓與電銲是否可以共用抵抗地震力」一文,並得到陳正平技師詳細解說在設計上的規定與建議(技師報865期)。但很多讀者可能對於實際上的應用,還是沒有很清楚的概念。簡單來說就是螺栓與電焊受力時,變位不諧和的問題,螺栓受力之變形量較電銲多得多,導致實際受力行為將集中於電銲。若以實際現場的情形舉例,照片4是一個常見的現場接頭情形。讀者可以注意到,斜撐(BRB)與柱及大樑接頭間採用電焊結合,但是大梁與柱接頭腹鈑採用螺栓,因此實際受力時,大樑剪力等垂直力事實上絕大部分將經由斜撐的銲道傳遞到柱,同樣大樑軸力也不會經由螺栓傳遞。因而可能造成的偏心應力與銲道強度等問題需加檢討以確保安全性。因此,AISC認為這種設計為「有疑慮」(Ploblematic)的接頭形式,因此,建議斜撐位置的大樑腹鈑建議應採用電銲為佳(或全部採用螺栓)。 下翼鈑中間銲道是超音波(UT)檢測的重點 長期以來,工地大梁電銲時,下翼板由於腹板阻隔的關係,一條銲道被區隔為左右兩半,電銲工人因此習慣在中間腹板的位置開始或終止銲接。如前所述,開始或終止銲接位置由於電壓電流不穩定,常因此造成銲道瑕疵。更甚者,由於腹板加上兩側填角銲道的寬度範圍內,超音波的探頭無法在此區域滑動作檢測,必須利用斜向方式或從翼板下面來掃描銲道(B面檢測,圖5),由於檢測時手很難觸及,超音波檢測的人因此也長期習慣於「放棄」該段區域的檢測,並成為常態。於是這些瑕疵就留在這些銲道上面,並成為地震後銲道開裂的主因之一。針對這種現象AWS在耐震規定中(D1.8)增加了下翼板銲接方法及對耐震接頭銲工考試的相關規定。針對銲接方法AWS要求要把銲接起弧與終弧的地方盡量延伸至腹鈑區域的外面,由於新版的扇型孔較大,使這種做法也較為可能。所以焊接的方式成為左右兩側交互銲接,才能作到。另外就是對於銲接重要接頭的銲工,要增加一考試的項目(如圖4)。以模擬鈑模擬下翼板電銲時情形,以確認銲工技藝在此部分是否足夠。同樣的AWS D1.8 Annex E也針對超音波檢測(UT)檢驗人員有另外加強檢測技藝的要求。 誠如陳正平技師在865期技師報所言,國內相關鋼構施工規範已有一段時間未加修改。而許多鋼構廠及相關從業人員或由於成本的原因,或因循於「數十年如一日」的傳統方法,對於相關耐震規定的更新,常抱持「只要設計者不要求,我就不做」的心態,甚至被要求時仍以影響成本或目前規範尚未要求當藉口來抗拒。環顧國內鋼骨大樓日漸增多,筆者認為仍尚有許多有賴產官學界共同努力的地方。 參考文獻 [1]“Structure Welding Code-Steel”5.17.2 ,AWS D1.1, 2010. [2] “Seismic Provisions For Structure Steel Buildings“,AISC 341,2010. [3] “Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications“,AISC 358, 2005. [4] AWS D1.8, “Structural Welding Code- Seismic Supplement“,2005. [5] 劉澤山。「腹鈑高拉力螺栓與電銲是否可以共用抵抗地震力」。技師報,第856期,2013。 [6] 陳正平。「鋼結構高強度螺栓與銲接設計探討」。技師報,第865期,2013。 [7] FEMA 353,“Recommended Specifications and Quality Assurance Guidelines for Steel Moment-Frame Construction for Seismic Applications“, 2000.
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記