|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. 1312 | ||
| ||||
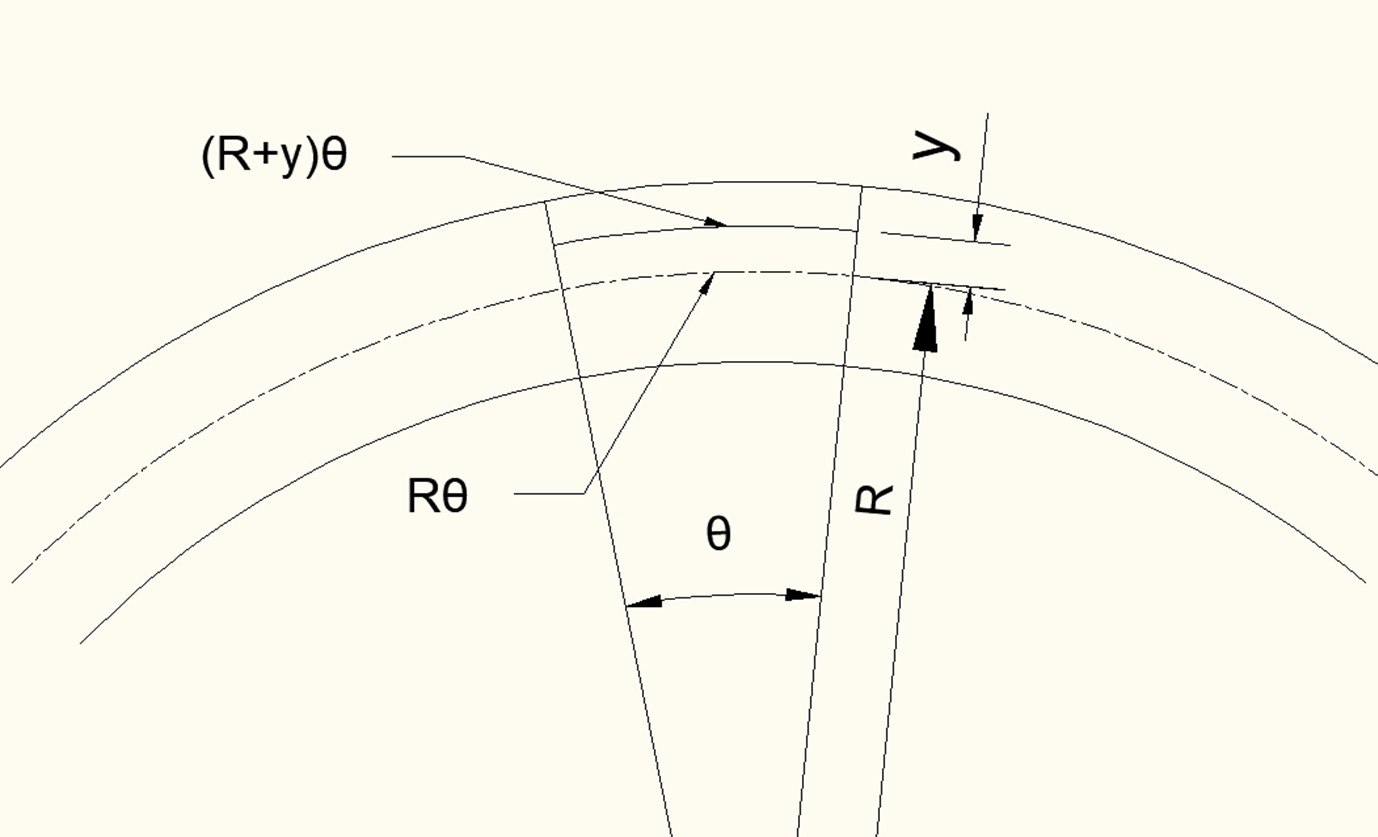
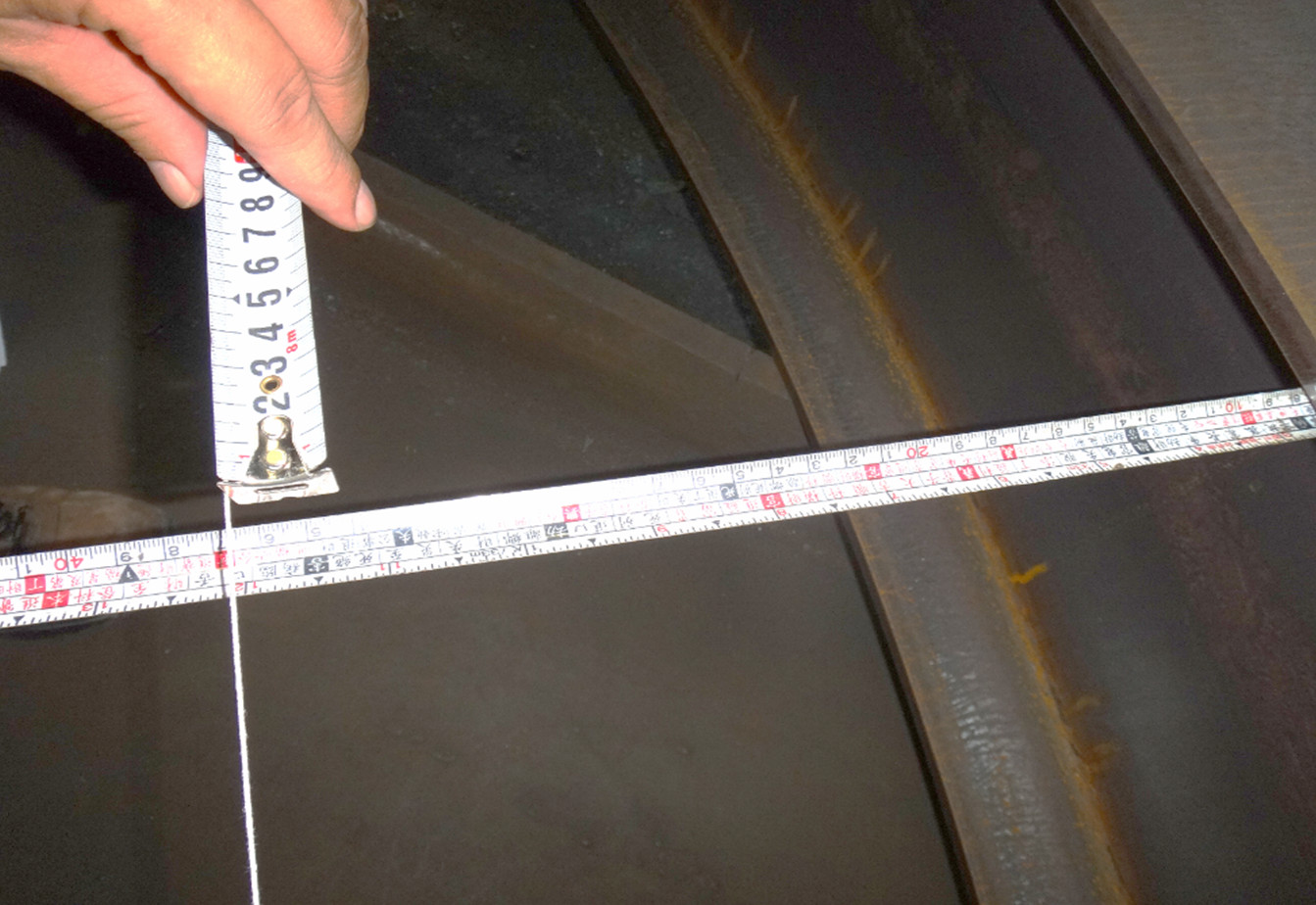
| 簡介弧形鋼梁的製作 劉澤山 技師 隨著經濟的發展,各式各樣漂亮的建築造型也越來越多,於是各種不同的彎曲造型的構件就被製造出來(照片1)。這些造型有的只是裝飾性的目的,也有許多本身即是結構的一部分,必須用來承擔各種應力。 弧形鋼梁製作,基本上有兩種方式,第一種是由鋼板組立的方式。這與一般組立BH型鋼的方式一樣,只是利用CNC將鋼鈑切割成弧形,然後再加以組裝起來(照片2)。如果是型鋼強軸方面彎曲,則將腹鈑切割成弧形;若是弱軸方向彎曲,則將翼鈑切割成弧形,再加以組合(照片3)。但是這種方式的缺點有二:1.鋼鈑切割的程序較多、施工費時,且鋼板切割後會造成大量的廢餘料,不僅增加成本也不環保。2.由於銲接長度及銲接順序無法對稱,所以銲後一定會造成變形。由於銲接收縮,外側收縮量一定比內側大,所以一般銲接後,都會使曲率半徑變大,因此必須要再經過一次加熱整形,才能確保弧度的正確性。 第二種弧形鋼梁製作方式,則是採用既有型鋼加以彎曲的方式,相對的簡單許多。但是這種方式,勢必一定要將構件彎曲達到塑性變形的階段,才有可能產生永久變形。由於弧形內側,會產生極大的壓縮應力,因此對於局部挫曲的危險性,必須要加以考慮。 試分析構件彎曲的變位量,略如圖1,基本上,圖1與結構學書本裏的彎矩變形圖是相同的。假設彎曲半徑為R,取一小角度θ,則在中性軸的弧長為Rθ,離開中性軸一小段距離y的弧長為(R+y)θ,所以距離y位置的伸長量,為(R+y)θ-Rθ=yθ;單位變形量ε=yθ/Rθ=y/R。又,假設構件深度為D,則y的極大值為D/2,因此εmax=(D/2)/R=D/(2R)。以鋼鐵材料的基本性質來說,降伏點大約在0.2%(橫距法),而應變硬化階段的伸長率,以一般鋼材而言約在1.5%左右。換算起來鋼鐵材料彎曲半徑到達應變硬化時的R,大約為33.33D,這數值並沒有想像中的小。以一支H300的型鋼來說,強軸方向只要小於10米的曲率半徑,基本上都是已經達到應變硬化的階段了。所以採用彎折方式製造弧型構件時,很多都是進入到應變硬化階段,才有辦法完成。 因此,製作弧梁時,設計者對於所採用的型鋼,若需彎折到接近應變硬化程度時,建議一定要檢討其是否符合結實斷面(compact)λp的規定(AISC 360-16 B4.1)。如果彎曲半徑要更低時,需進一步檢討其寬厚比,是否能達到高塑性λhd的程度(AISC 341-16 D1.1b)。由於降伏強度對於穩定性的影響不大,厚度的影響相對更為重要,因此在做小半徑弧梁時,應盡量採用鈑厚厚一點的型鋼。 根據研究顯示[2],彎折的弧梁變形量在2%以下時(R≒25D),對於承受疲勞或反覆應力等,都並未有明顯的影響。變形量到達3%前 (R≒16.7D),對於材料性質的改變,也尚可不用考慮。但,由於鋼梁上的開孔或連接物件的銲道,會導致彎折時的穩定性下降,因此有開孔或連接物銲件時,以承受靜態載重為宜,且最大變形量不宜超過4%(R≒12.5D);無開孔或銲件且承受靜態載重時,最大變形量建議不要超過5%(R≒10D)。若超過時,為安全計,以組合型鋼設計較佳。 將型鋼構件彎曲成我們所要的形狀的方法,大概有以下幾種: 1.直接以油壓機做彎折。彎折的方式視情形,將前後兩點固定,中間以油壓機在側面做推彎的動作。有採用一次性的彎曲、或逐次分隔一段距離作彎折的方式。 2.以矯正機彎折。這與BH型鋼製造過程時的矯正方法是一樣的,以矯正機矯正,就是將型鋼以反變形方向彎曲的方式,來將銲接後變形的型鋼彎回來,這與弧形梁製造的方法是一樣的。(照片4) 3.利用模具彎折。與鋼筋的彎曲試驗機有點類似,需有與被彎折構件形狀相符的,且不同彎曲半徑的模具,以夾具兩端夾持後,直接在模具上壓彎成型。這在大量製作的管件上,使用相當的廣泛。 4.加熱。加熱後利用上述任一種方法彎曲。也有特殊的加工設備,在與構件位置接觸處,設置電阻加熱設備。由於溫度升高,鋼鐵材料的E值等物理性質下降,因此可以容易彎出曲率半徑較小的形狀。 以上幾種方法施作時,尚須考慮油壓設備須有一定的握持長度,如果端部無直線段銜接的話,素材準備的長度就必須增加,以利油壓設備握持。該部分於彎折後切除(照片5)。 弧梁製作後,如果曲率比較單純的,可以利用弧長、弦長及弦高等,加以分別量測(照片6、7)。但如果複雜一些的,甚至3D立體的造型,則非藉助專門的儀器不可。另外局部形狀複雜的構件,或S形反折彎曲的弧梁,就要以分段製造,然後連結成整體的方式來製作。 鋼構造由於質量輕、強度大,對於需要特別的造型時,幾乎都是優先考慮的建材。但是能否順利地彎折,還牽涉到很多的工程師經驗判斷、機器設備的特性,以及束制的有無。像有很多設備,可以在翼鈑的內側加上輥輪,使彎曲時可以降低翼鈑挫曲的可能;或是在彎圓鋼管時,先在裡面充填沙等。利用這些方式,可以做到更小的圓弧半徑。因此在設計時,建議要與專業的廠商充分的溝通其可行性。 參考文獻 ﹝1﹞劉澤山(民國107年)。「鋼結構施工」。 ﹝2﹞AISC「Design Guide 33-Curved Member Design」(2018)。
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記