談 鋼鐵材料取樣的規定
劉澤山 技師
鋼鐵材料取樣送檢,依照規範都有規定應符合的數值,針對試驗結果,只要確認相符即可。因此,試驗前後,都要確認採用的材料是否與規範相符。當然如果一切符合標準,大概只要簽個名就結束了;但是偶爾會碰到少數與規範略有落差之情形,這時的判斷正確與否,就很重要了。以下彙整材料取樣中規範的規定,供大家參考。
CNS對鋼鈑取樣基本原則為:同一爐號及厚度在兩倍以內者,視為同一批,取樣一個。若該批鋼鈑重量大於50T者,取樣兩個。若一片鋼鈑重量大於50T者,在該片鋼鈑上取樣。CNS 2608及ISO 630,對於鋼材取樣位置如附圖1、2所示,由於鋼材因軋延的關係,因此具有方向性(不等向),因此基本上均需於平行軋延方向取樣。另由圖中可知,鋼鈑取樣位置,需在中間附近的位置。這是因為軋延前後鋼材冷卻的速度不一,邊緣的冷卻速度較快,因此強度會較高,但伸長率會下降。反之,中間位置冷卻速度較為緩慢,因此較為柔軟。雖然差距不會很大,但是為了避免困擾,CNS規範規定了從中間起算二分之一的取樣位置,以免有爭議的產生。另由圖2可知,ISO則取較偏外側之三分之一的位置。
鋼鐵材料取樣後,需依據合約或規範之規定施作試驗。筆者就曾遇到某大試驗機構,將耐候鋼材之鋼鈑SMA規範與一般可銲鋼材SM鋼鈑規範弄錯的情形。這兩者在CNS的規範並不相同,分別為CNS 4269與 CNS 2947。可是設計監造與營造廠的品管人員,竟然都未發覺用錯規範的情事。
試驗,大抵分物性與化性試驗。所謂物性試驗,主要是指力學性質的試驗,如降伏強度、抗拉強度、伸長率及衝擊試驗等。ASTM A6第13.3節規定了誤差範圍,如果抗拉強度140kgf/cm2、降伏強度70 kgf/cm2及伸長率在2%的誤差以內,可以從同爐號內重新取樣。
CNS 14570針對一般鋼料,訂定有取樣合格標準的規定。對於試驗,分為組試驗與個別試驗兩種。例如衝擊試驗,取樣一組3個為組試驗;個別試驗則如拉伸、彎曲等試驗。組試驗之規定為:(1)3個平均值須符合規定,若僅有一個試體試驗值低於規範,但大於規範值之70%,仍視為合格。(2)若3個試驗值有兩個低於規範值,但僅一個試樣低於規範值之70%,可重新於該批取樣一組,但必須符合以下條件:(a)6個試片之平均值在規定值以上。(b)6個試片未達規定值者在2個以下。(c) 6個試片未達規定值70%者在1個以下;對於個別試驗如不合格時,原試驗可以重新取樣,依協議從同一個或同一批試樣中再取樣兩個,且兩次試驗皆須合格。
另外,化性試驗則是主要針對化學成分而言。但是對於鋼鐵材料成分的規定,大部分的規範僅有鋼液分析的規定,也就是在盛鋼桶中還是液態下取樣。如果冷卻成為製品後,由於冷卻速度快慢不同,造成類似偏析及分布不均的情形,也就是說,中間與外表間成分多少就會有點差異。因此,若是規範未對成品的成分規定允許值時,取樣分析其成分之容許誤差標準,應較鋼液分析之值予以提高。因此,如果規範規定為鋼液成分時,成品之判定標準,可以依CNS 3158「軋製或鍛製鋼料之製品分析法及其許可差」之規定,對正負誤差之上下限予以調整。CNS3158總共有4個表,其中表1及表2是針對碳鋼製品、表3是針對合金鋼,而表4則是針對不銹鋼及耐熱鋼材。其中CNS 3158之表1~表3如附表所示,但使用時只能選用單一的表格,不可取用其他表格混合來判定合格與否。
從化學成分可以計算另一個參數,就是碳當量Ceq。碳當量可用來評定鋼材之加工性能,但,建築一般是用來判定鋼鐵材料之可銲性較多,因此在買賣雙方協議下,可以銲接冷裂敏感指數Pcm代替。另外也不是所有鋼材都有規定碳當量,例如剛才提到的CNS耐候鋼SMA的鋼材,耐候性質與碳當量較無關係,因此除非是使用TMCP製程,只規定了各成分的上下限,並無一定要做碳當量的規定。但是,設計者如有需求,仍可在圖說中加以規定,廠商在購料時,才能要求鋼鐵生產商註明清楚。
從品管統計分析的角度來說,鋼鐵材料的生產,仍然具有一定之誤差發生的可能。因此如何按照規範去確定其是否合格,對我們來說確有其重要性。
參考文獻
1.劉澤山(2018)。「鋼結構施工」,第二章。
表1 CNS 3158之表一(碳鋼)
| 成分 | 化學成分規定值之 | 許可差 |
| 最大值(%) | 下限 | 上限 |
| C | 0.15以下 | 0.02 | 0.03 |
| 超過0.15,0.4以下 | 0.03 | 0.04 |
| 超過0.4,0.8以下 | 0.03 | 0.05 |
| 超過0.8 | 0.03 | 0.06 |
| Si | 0.3以下 | 0.02 | 0.03 |
| 超過0.3,0.6以下 | 0.05 | 0.05 |
| Mn | 0.6以下 | 0.03 | 0.03 |
| 超過0.6,1.15以下 | 0.04 | 0.04 |
| 超過1.15,1.6以下 | 0.05 | 0.05 |
| P | 0.060以下 | ― | 0.01 |
| S | 0.060以下 | ― | 0.01 |
表2 CNS 3158之表二(碳鋼)
| 成分 | 化學成分規定值之最大值(%) | 對於不同截面大小之許可差 |
| 65000mm2以下 | 超過65000mm2,130000
mm2以下 | 超過130000mm2,260000
mm2以下 | 超過260000mm2,520000
mm2以下 |
| 下限 | 上限 | 下限 | 上限 | 下限 | 上限 | 下限 | 上限 |
| C | 0.25以下 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 |
| 超過0.25,0.55以下 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 |
| 超過0.55 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.07 |
| Si | 0.35以下 | 0.02 | 0.03 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 |
| 超過0.3,0.6以下 | 0.05 | 0.05 | ― | ― | ― | ― | ― | ― |
| Mn | 0.9以下 | 0.03 | 0.03 | 0.04 | 0.04 | 0.06 | 0.06 | 0.07 | 0.07 |
| 超過0.9,1.65以下 | 0.06 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.08 | 0.08 |
| P | 0.050以下 | ― | 0.008 | ― | 0.01 | ― | 0.01 | ― | 0.015 |
| S | 0.060以下 | ― | 0.008 | ― | 0.01 | ― | 0.01 | ― | 0.015 |
| Cu | 規定最小值時 | 0.02 | ― | 0.03 | ― | ― | ― | ― | ― |
表3 CNS 3158之表三(合金鋼)
| 成分 | 化學成分規定值之最大值(%) | 對於不同截面大小之許可差 |
| 65000mm2以下 | 超過65000mm2,130000mm2以下 | 超過130000mm2,260000mm2以下 | 超過260000mm2,520000mm2以下 |
| 下限 | 上限 | 下限 | 上限 | 下限 | 上限 | 下限 | 上限 |
| C | 0.30以下 | 0.01 | 0.01 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 |
| 超過0.30,0.75以下 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 |
| 超過0.75 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 |
| Si | 0.35以下 | 0.02 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.04 |
| 超過0.3,2.2以下 | 0.05 | 0.05 | 0.06 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 |
| Mn | 0.9以下 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 |
| 超過0.9,2.1以下 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 | 0.07 | 0.07 |
| P | 0.050以下 | ― | 0.005 | ― | 0.01 | ― | 0.01 | ― | 0.01 |
| S | 0.060以下 | ― | 0.005 | ― | 0.01 | ― | 0.01 | ― | 0.01 |
| Cu | 1.0以下 | 0.03 | 0.03 | ― | ― | ― | ― | ― | ― |
| 超過1.0,2.0以下 | 0.05 | 0.05 | ― | ― | ― | ― | ― | ― |
| Ni | 1.0以下 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 |
| 超過1.0,2.0以下 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| 超過2.0,5.3以下 | 0.07 | 0.07 | 0.07 | 0.07 | 0.07 | 0.07 | 0.07 | 0.07 |
| 超過5.3,10.0以下 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Cr | 0.9以下 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 |
| 超過0.9,2.1以下 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 |
| 超過2.1,10.0以下 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Mo | 0.9以下 | 0.01 | 0.01 | 0.01 | 0.01 | 0.02 | 0.02 | 0.03 | 0.03 |
| 超過0.9,2.1以下 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 |
| 超過2.1,10.0以下 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.06 |
| V | 0.1以下 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| 超過0.1,0.25以下 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 |
| 超過0.25,0.5以下 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 | 0.03 |
| 規定最小值時 | 0.01 | ― | 0.01 | ― | 0.01 | ― | 0.01 | ― |
| W | 1.0以下 | 0.04 | 0.04 | 0.05 | 0.05 | 0.05 | 0.05 | 0.06 | 0.06 |
| 超過1.0,4.0以下 | 0.08 | 0.08 | 0.09 | 0.09 | 0.1 | 0.1 | 0.12 | 0.12 |
| Al | 1.50以下 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| 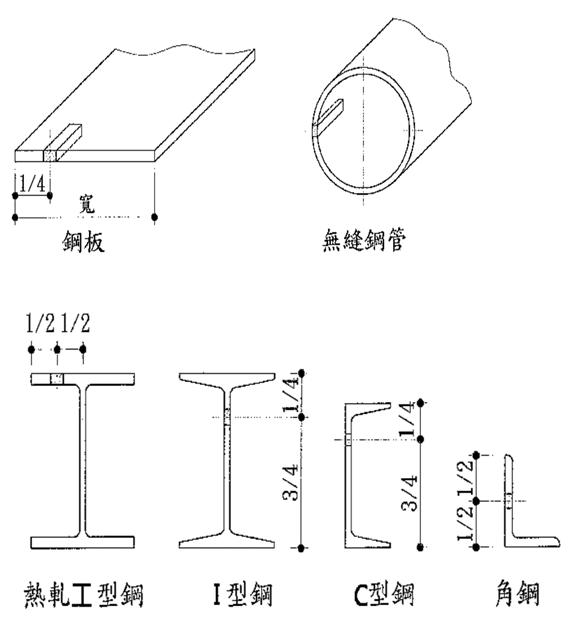 | | 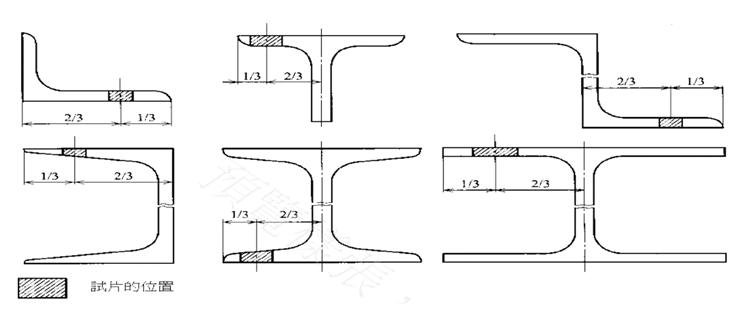 |
| 圖1 CNS 2608規定之鋼材取樣位置 | | 圖2 ISO 630的取樣位置 |

 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記
