|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
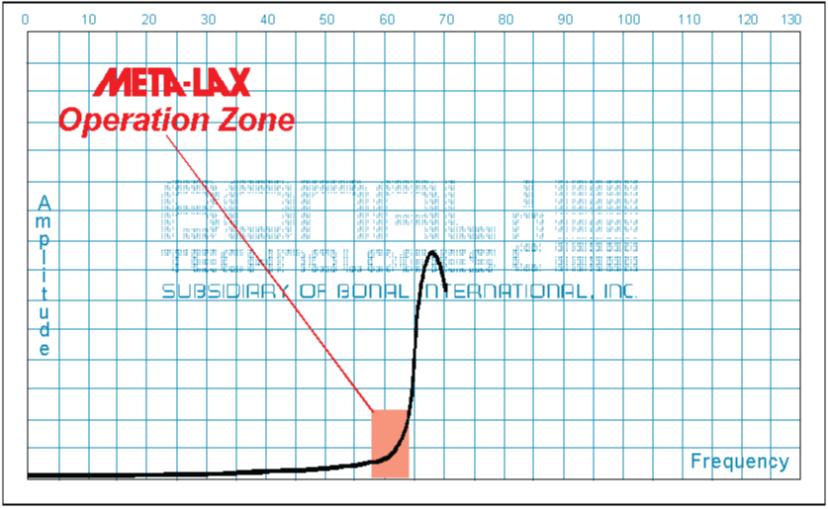
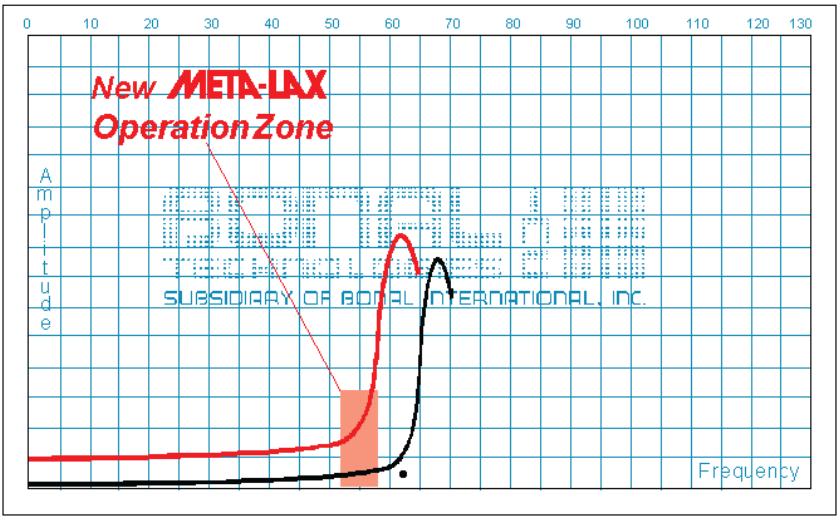
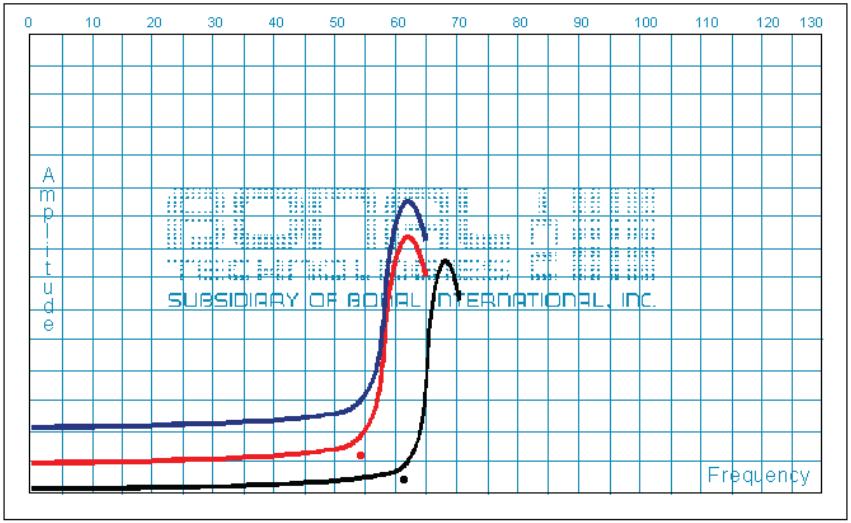
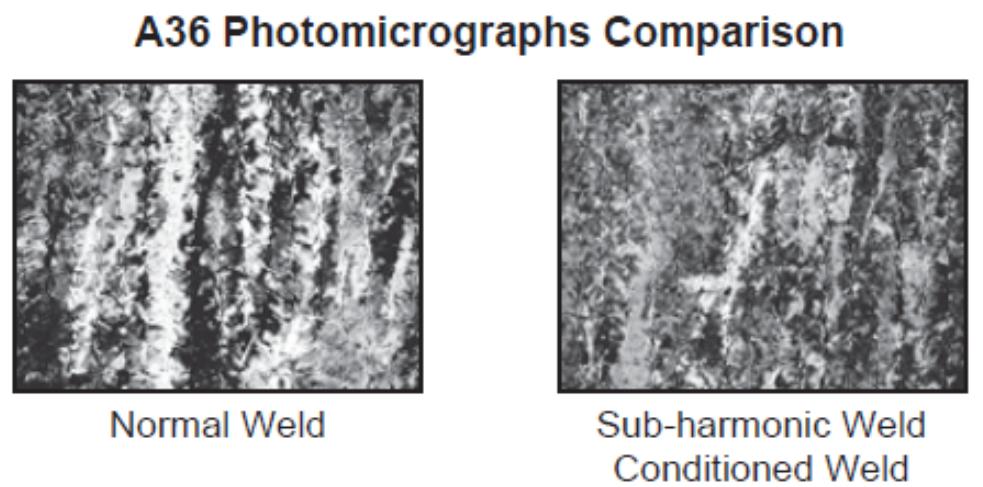
| 簡介 振動解應力(VSR) 劉澤山 技師 金屬材料的殘留應力,從設計到施工,都是令人頭痛的問題。從溫度的變化(例如鑄造、銲接)到機械加工(彎曲、拉伸),都會造成材料中大量的殘留應力。因此,造成材料可用強度的降低、疲勞、耐久性降低,或構件容易變形等種種問題。在鋼構施工的領域裏,像是熱浸鍍鋅導致的構件變形,厚鈑銲接造成的尺寸變化等,都是殘留應力所造成的影響。根據試驗結果[1],銲道中央區域縱向的熱應力,可以到接近母材Fy的程度。因此,解消殘留應力或直接稱解應力(stress relieving),成為金屬構件製造很重要的課題。 目前解應力的方法,最普遍的是使用加熱處理的方式(Thermal Stress Relieving,TSR),使用控制的加熱爐,將構件加熱到攝氏數百度以上,再慢慢的降溫。由於溫度越高,材料的降伏強度越低,此時高內應力的部分,產生降伏移動,造成所謂塑性流(plastic flow)的現象,而降低或解消了殘留應力。但這種方法有很多缺點,首先加熱爐要耗費大量的能源,加熱後構件應力解消伴隨產生變形,同時構件表面,會有氧化物要清理。另外,爐子的尺寸也限制了能處理構件的大小,若因尺寸關係,須採分區加熱處理時,交接處也會因溫度梯度關係(Thermal Gradient Zone),而導致額外的溫度殘留應力的問題。 事實上,早在一百多年前,就有人發現採用鐵鎚不斷敲打的方式,來減低變形量、降低殘留應力的方法。在第二次世界大戰時,德國與美國也都注意到,大型構件生產後,使用卡車裝載運輸後組裝,會比直接在相鄰工廠直接組裝,形狀的穩定性更佳。因此使用卡車裝載運輸,成了製作的標準程序[4]。直到目前,很多設備廠房的鋼構件要做噴砂處理時,會指定使用鋼珠而不用矽砂,其原因不完全都是粗糙度的問題,有一部分也是出於解應力的考量,這也是振動解應力的濫觴(振動解應力,Vibration Stress Relief,VSR)。 振動解應力的原理,一般認為有以下兩種:一是與熱處理的原理相似,因振動給予的能量與殘留內應力相加,超過了材料本身的降伏強度,因而局部發生塑性流而降低了殘留應力;另一是認為因為晶格的差排現象,殘留應力是以晶格的彈性變形方式存在,振動導致應變能的增加,克服晶格間摩擦力等束縛,產生差排而達到較低應變能位置,從而降低殘留應力。比起前述加熱來解應力的方式,振動解應力最大的好處,是可以節省大量的能源,不須建很大的爐子,而且費時較短,過程中不容易產生變形等。但是對一些特定的鋼材或銲接,必須靠熱處理來改變金相、調整材質的,振動方式就沒有效果了。 振動解應力方式,一般分共振法(Resonant-VSR,R-VSR)、次共振法(Modal Sub-Resonant VSR,SR-VSR)及次諧振法(Sub-Harmonic VSR,SH-VSR)等三種。首先在構件上安裝振動器、感知裝置及控制裝置等,先量測構件的自振頻率,由低頻逐漸至高頻,一般來說,測量至少須達100Hz或以上。以共振法而言,振動器調整到自振頻率後開始震動,大約十分鐘左右,整個過程,大概三十分鐘就可以完成。理論上殘留應力消減後,自振頻率的波形,會變得較尖銳(帶寬變小),且頻率會稍微降低[2]。次共振法與共振法相同,但振動的頻率降低在共振起始的區域,也就是振幅開始加大的地方(大約低10Hz),以避開共振反應過大的區間。次諧振法(SH-VSR),則採用更低於自振頻率的振動方式。SH-VSR的方式對殘留應力的效果不明顯,但可用在改良銲接的控制上。振動可以改變銲接凝固時晶柱生長的方向、延後鐵水凝結的時間等,從而降低偏析或預熱的問題,減少龜裂的可能性(照片2)。 基本上解應力效果以共振法最佳,但以鋼結構而言,目前似乎以採用次共振的方式較多。可能是因為如果銲道或金屬間有微小的裂隙時(initial cracks),共振法產生的高振幅,似乎有讓裂隙擴大的疑慮。以網路上美國Bonal公司的資料來看[3],其程序及說明如圖1~3所示。根據研究顯示[2],VSR可以降低內應力40%~80%左右。但與熱應力釋放不同的是,振動法只能降低殘留內應力,並不能完全釋放。另外是施作後效果確認的問題,針對解應力效果檢測的方式,目前有切片法、鑽孔法(盲孔)或X-ray繞射分析、磁場變化檢測等,但尚未有簡單快速的方式可資利用。 振動解應力,雖然國內外相關的研究已非常熱門,因所需設備不複雜,甚至已有許多公司,有商業化的設備在銷售或作諮詢的服務,價格也不算高。但是目前在我們鋼結構上採用的並不多。 參考文獻 [1]「Vibration Stress Relief of Mild Steel Weldment」R. Shanker, 1982 [2]「Vibiration Stress Relief : An Authoritative Overview」Roger Claxton, Material Australia Jan./Feb. 1998 [3]「How Met-Lax@ Technology Works」Bonal Technologies, Inc. USA [4]「Vibratory Stress Relief Techniques: A Review of Present Trends and Future Prospects」Syed Askari Raza Baqar,.etc, International Journal of Emerging Technology and Advanced Engineering, November 2014.
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記