根據最新版鋼結構規範
如何設計T型接頭之部分滲透銲( 下)
陳純森 技師
SMAW之部分滲透電銲預檢定設計之流程,如圖5所示,銲道示意圖如圖6,各種鋼材之電銲尺寸如表4所示。
| 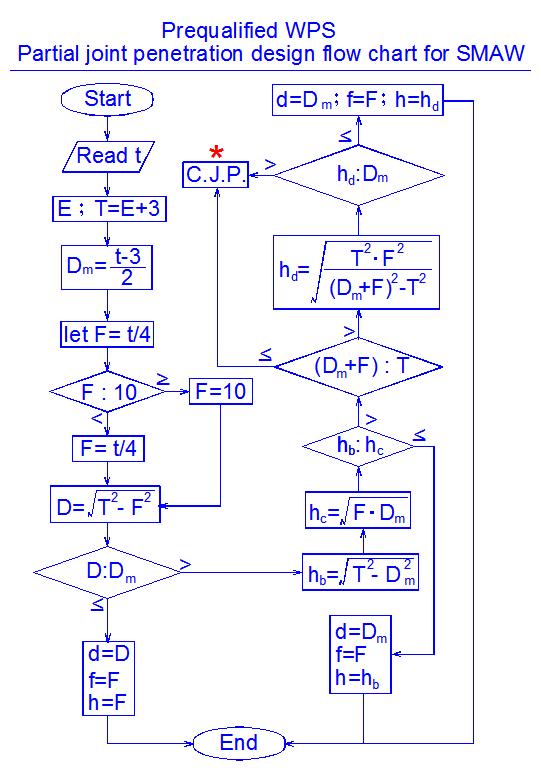 | | 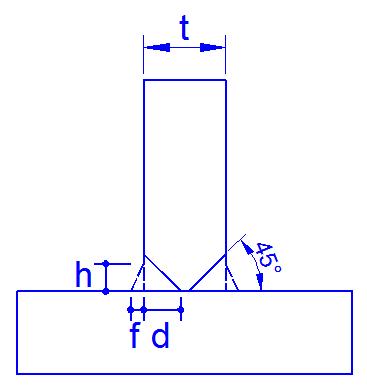 |
| 圖5 SMAW部分滲透銲預檢定之設計流程 | | 圖6 SMAW部分滲透銲道示意圖 |
表4 SMAW部分滲透銲預檢定之電銲尺寸
| 鋼料A36或SN400YB+AWS E70 | 鋼料A572Gr50+AWS E70 | 鋼料A572Gr60+AWS E80 |
| 腹板 | 拉力設計
尺寸 | 剪力設計(mm) | 拉力設計
尺寸 | 剪力設計(mm) | 拉力設計
尺寸 | 剪力設計(mm) |
| 厚度t(mm) | d | f | h | d | f | h | D | f | h |
| 20 | CJP | 8.4 | 5 | 5 | CJP | CJP | CJP | CJP |
| 22 | 8.9 | 5.5 | 5.5 | CJP | CJP |
| 25 | 9.7 | 6.3 | 6.3 | 11 | 6.3 | 9.6 | 11 | 6.3 | 10.2 |
| 28 | 10.4 | 7 | 7 | 12.5 | 7 | 9.8 | 12.5 | 7 | 10.3 |
| 30 | 10.9 | 7.5 | 7.5 | 13.5 | 7.5 | 10 | 13.5 | 7.5 | 10.4 |
| 32 | 11.3 | 8 | 8 | 14.5 | 8 | 10.1 | 14.5 | 8 | 10.6 |
| 36 | 12.3 | 9 | 9 | 16.5 | 9 | 10.4 | 16.5 | 9 | 11 |
| 40 | 13.2 | 10 | 10 | 18.5 | 10 | 10.7 | 18.5 | 10 | 11.4 |
| 45 | 15.3 | 10 | 10 | 21 | 10 | 10.9 | 21 | 10 | 11.7 |
| 50 | 17.3 | 10 | 10 | 23.5 | 10 | 11 | 23.5 | 10 | 12 |
| 55 | 19.3 | 10 | 10 | 26 | 10 | 11 | 26 | 10 | 12.2 |
| 60 | 21.2 | 10 | 10 | 28.5 | 10 | 11 | 28.5 | 10 | 12.4 |
自動銲之部分滲透電銲斷面(採用AWS預檢定型式)
至於採用單斜槽之潛弧銲時,AWS D1.1-2015預檢定之接合型式,規定其開槽角度為60o,且有效喉深不需扣減3mm,惟僅能採用平銲之作業姿勢(Flat Welding),如照片1。雙邊開單斜槽時其跟面尺度最少為6mm。如比照前述手銲之設計過程,可設計圖7之銲道斷面如表5所示。
|  | | 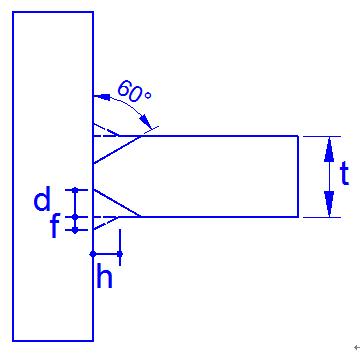 |
| 照片1 採用平銲姿勢之潛弧銲 | | 圖7 預檢定之SAW部分滲透銲 |
表5 SAW部分滲透銲預檢定之電銲尺寸
| 鋼料A36或SN400YB+AWS E70 | 鋼料A572Gr50+AWS E70 | 鋼料A572Gr60+AWS E80 |
| 腹板 | 拉力設計
尺寸 | 剪力設計(mm) | 拉力設計
尺寸 | 剪力設計(mm) | 拉力設計
尺寸 | 剪力設計(mm) |
| 厚度t(mm) | D | F | h | D | F | h | D | F | h |
| 20 | CJP | 4.6 | 5 | 5 | CJP | 7 | 5 | 5.9 | CJP | 7 | 5 | 6.2 |
| 22 | 5.1 | 5.5 | 5.5 | 8 | 5.5 | 6.2 | 8 | 5.5 | 6.5 |
| 25 | 5.8 | 6.3 | 6.3 | 9.5 | 6.3 | 6.4 | 9.5 | 6.3 | 6.8 |
| 28 | 6.5 | 7 | 7 | 10.8 | 7 | 7 | 11 | 7 | 7.1 |
| 30 | 6.9 | 7.5 | 7.5 | 11.5 | 7.5 | 7.5 | 11.9 | 7.5 | 7.5 |
| 32 | 7.4 | 8 | 8 | 12.3 | 8 | 8 | 12.7 | 8 | 8 |
| 36 | 8.3 | 9 | 9 | 13.9 | 9 | 9 | 14.2 | 9 | 9 |
| 40 | 9.2 | 10 | 10 | 15.4 | 10 | 10 | 15.8 | 10 | 10 |
| 45 | 11.6 | 10 | 10 | 18.1 | 10 | 10 | 18.5 | 10 | 10 |
| 50 | 13.7 | 10 | 10 | 20.7 | 10 | 10 | 21.2 | 10 | 10 |
| 55 | 15.8 | 10 | 10 | 23.2 | 10 | 10 | 23.7 | 10 | 10 |
| 60 | 17.8 | 10 | 10 | 25.7 | 10 | 10 | 26.2 | 10 | 10 |
結論
前述之部分滲透銲道尺寸,係依據最新版之AWS-2015與AISC-2016之預檢定接合設計,其銲道熔填量有時會比某些「非預檢定」之結合型式為多,如果設計單位或施工廠商,欲採用非預檢定之部分滲透電銲時,均必須事先施做銲接程序試驗,提出完整之「程序驗證紀錄」(Procedure Qualification Record-PQR)並經監督人同意後,始得為之。有些部分滲透銲之銲道量體,超過全滲透銲之量體時,如果採用AWS規定之相匹配銲材,可直接改用全滲透電銲,除了合理經濟外,亦可減少電銲之入熱量,提升鋼結構品質。
參考文獻
1. Specification for Structural Steel Buildings, AISC, July 7,2016。
2. Structural Welding Code – Steel, AWS D1.1, July 28, 2015。
3. 陳純森(2012年)。鋼結構工程實務。第四版,科技圖書公司。

 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記
