|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. 1489 | ||
| ||||
| 鋼板T接與斜T接銲道設計介紹 陳正平 技師 一、前言 鋼板T型(含斜T型)採銲接方式接合在鋼結構工程之設計與施工甚為常見(T型與斜T型接合案例見照片1所示)。梁柱接頭、水平或垂直斜撐系統就用到很多T型接合,若是平面不規則或平面圖角隅截角處之邊梁結構就會用到斜T型接合。但是每一T型接合之銲道設計並非相同,有些是剪力的需求,有些是有拉力或合併彎矩的需求,有些是厚板有些是薄板,有些是大應力有些是小應力,有些適用手銲有些適用半自動銲或全自動銲。各種銲接方法之銲道有效喉厚亦不同,所以所需銲接量就會因需求而異,且斜接角度亦不同,很難以一個標準圖來涵蓋所有的情形。諸如此類的T型接合設計在一個鋼結構物中是一定會出現各式各樣的接合型式的。在此之前,大多數鋼結構標準圖將銲道需求分成S1及S2的銲道需求,S1為接合強度等於母材全板拉力強度時之填角銲尺寸、S2為接合強度約等於母材67%全板拉力強度或僅承受全板剪力強度時之需求。以施工者及監造者的角度,很難瞭解字面上的意義以及哪些情況該使用S1銲道尺寸接合?哪些情況該使用S2銲道尺寸接合?設計圖上都沒有提供,誤用就會產生結構安全疑慮。
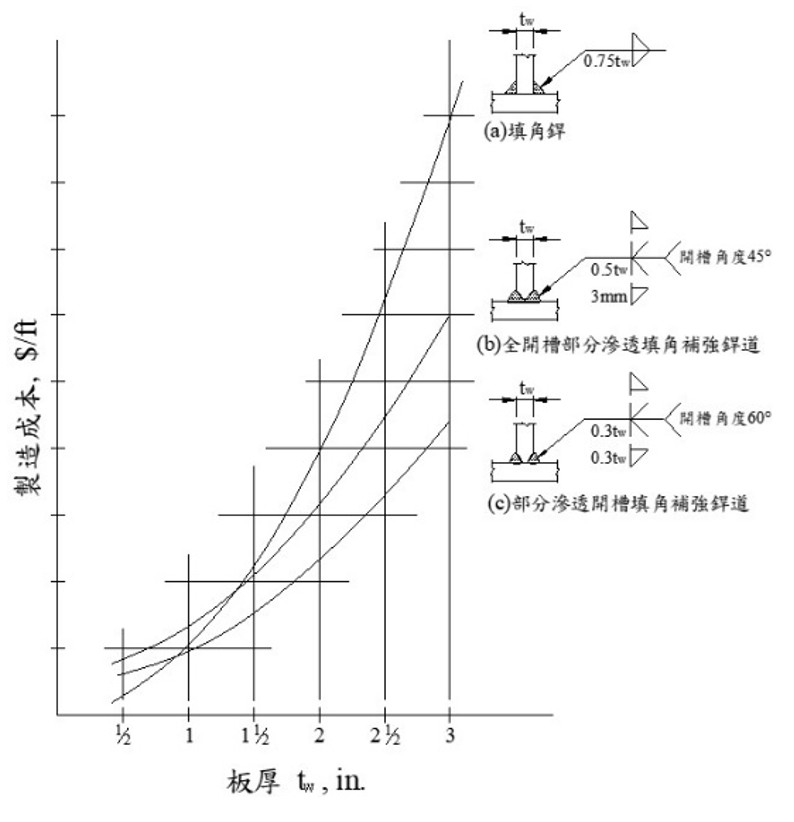
銲道強度跟力學傳遞機制有關,若圖說上面沒有標示清楚常造成工程施工上的困擾。除了施工與設計的澄清意見單(RFI)往返頻繁外,若為便宜行事全採用S1,如此將過於保守而造成製作上造價與工時極大的浪費。或製造者不小心全採用S2銲接,則部分桿件安全可能存有結構安全疑慮外,甚至有些區域採用S1製作雖偏保守的設計,但除了會增加製作成本及時間外,亦會造成過度變形。 近年來因電子産業蓬勃發展而大量擴建鋼結構廠房,再加上美中貿易摩擦,台商轉而回台投資,因而大量鋼結構廠房新建工程集中在這期間急於興建完成,現有銲接技術人員一時無法消化大量工作,而造成銲接技術人員缺工。銲接技術人員為了趕進度,在大尺寸銲道内塞入銲條或鋼筋,或加大銲機電流功率的現象時有所聞。為了能使鋼結構廠房順利完工使用爭取時效,銲接技術人員毎日工資達萬元的訊息亦出現在工程業界。 鍳於自從CNS SM570系列等級之鋼材開始使用後,鋼板T形接合所需銲道尺寸亦越來越大。為了提供配合CNS SM570系列強度等級之鋼材開始使用所需之鋼板T形接合銲道尺寸表,以及為了合理減小潛弧銲(SAW)滲透能力較強的銲道尺寸,及減小入熱量較大所産生之變形量,提升銲接技術人員趕工效率,減少不必要的資源浪費等考量,筆者接受台中市土木技師公會邀請參與製訂新版鋼結構標準圖,納入合理經濟的各種鋼材強度等級之「鋼板T形接合銲道尺寸表」。該等「鋼板T形接合銲道尺寸計算法,以及銲接接合設計實務應注意的重點,製表精神、力學原理及考量因素等,無法於標準圖之「鋼板T形接合銲道尺寸表」編幅中説明。本文介紹目前常用的斷面製作之銲道接合型式選用及配合不同銲材強度所得之T型以及斜T型銲道強度之計算,讓工程師對銲道設計可以正確設計及施工時參考,不當之處亦請不吝指正。 二、T型銲接之製作成本 銲道之型式及尺寸會影響製作成本,包含開槽加工、銲接施工、銲接檢驗及銲接後矯正等。圖1為美國林肯電銲公司參考手冊中銲接組仺H型鋼斷面(BH)之T型接合,在發揮腹板之全板剪力強度條件下,採用三種銲道型式之銲接成本曲線。成本計算包含開槽加工及銲接施工,但不包含背剷、銲接檢驗及銲接後矯正之費用等。依據該曲線,銲道型式(a)及(c)之最低成本轉換厚度約為20mm,即腹板厚度不超過20mm時以採用圖1(a)之填角銲道較為經濟,而當腹板厚度超過20mm時則以採用圖1(c)之部分滲透開槽外加填角補強銲道較為經濟,這也是目前常看到的分界線。由上述討論可知圖1(b)的全開槽部分滲透銲外加填角銲的銲道型式在各種腹板厚度下均非為最經濟之銲道型式。相較於圖1(b),採用全滲透銲道尚會額外增加背剷及銲接檢驗之成本,故全滲透銲道成本將遠高於圖1中之各種銲道型式。雖然該文獻發行年份(1973)距今較久,且各鋼構廠之製作成本稍有不同,但仍不失為設計者良好之參考資料。所以依據當時背景所制訂的分界是19mm,根據現有銲接設備與製程評估剪力接合之最低成本轉換厚度約介於25~28mm之間。所以在設計圖說硬性規定大於19mm的板厚就需開槽或是採全滲透銲接,實屬不合理之設計,應留下製作彈性空間讓鋼構廠決定成本的分界線。設計者只需對銲道是屬於剪力接合或是拉力接合詳加規定,接合型式及銲接方法等製作技巧方面可讓鋼構廠依其製程選定最佳控管成本。
三、T型銲接之相關規定 無論是梁或柱,T型銲接運用最普遍的地方是銲接組仺H型鋼斷面(BH)之組立。一般情況下,銲接組合H型鋼斷面之腹板與翼板間之銲道強度僅須滿足發揮腹板全板剪力強度之需求(有集中載重或塑鉸韌性需求之接頭除外),所以在一般常用的斷面下,採用填角銲道尺寸S2來進行組立,少部分有拉力需求的才會以S1來設計銲道。銲道尺寸與銲接方法也有極大的不同,國內一級鋼構廠一般都是採用一次熔填量較大潛弧銲接方法(SAW)如照片2所示。少部分會採用氣體遮護電弧銲接(GMAW)或包藥銲線電弧銲接(FCAW)進行銲接組合H型鋼斷面組立。依據『鋼結構極限設計法規範及解說』第10.2.2節:填角銲道之條款1條-(4)款來計算銲道之有效面積,如使用潛弧銲接,腳長等於或小於10 mm時,以腳長理論喉厚為有效喉厚;大於10mm時,有效喉厚可取理論喉厚加3 mm。由BH型鋼以SAW銲接方式組立斷面後之巨觀腐蝕金相照片1可知,以單一道自動SAW銲接填角尺寸是14mm則可以發現SAW之滲透性良好,有效銲喉比理論銲喉多了4.6mm,所以能夠符合規範允許多出3mm計入有效喉厚。AISC 360-10 以後版本已將此條款修正為實際使用銲接之方法與銲接程序,經試驗驗證可得穩定之銲道根部滲透深度,則可依試驗結果決定有效喉厚。
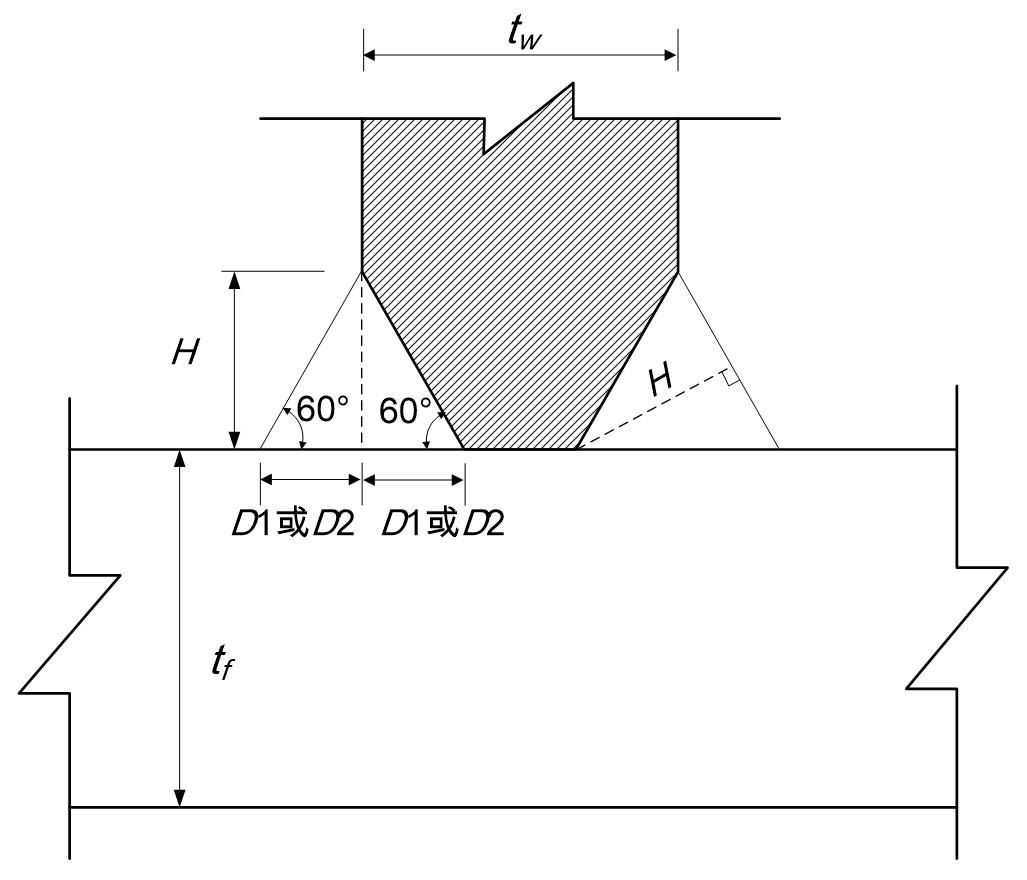
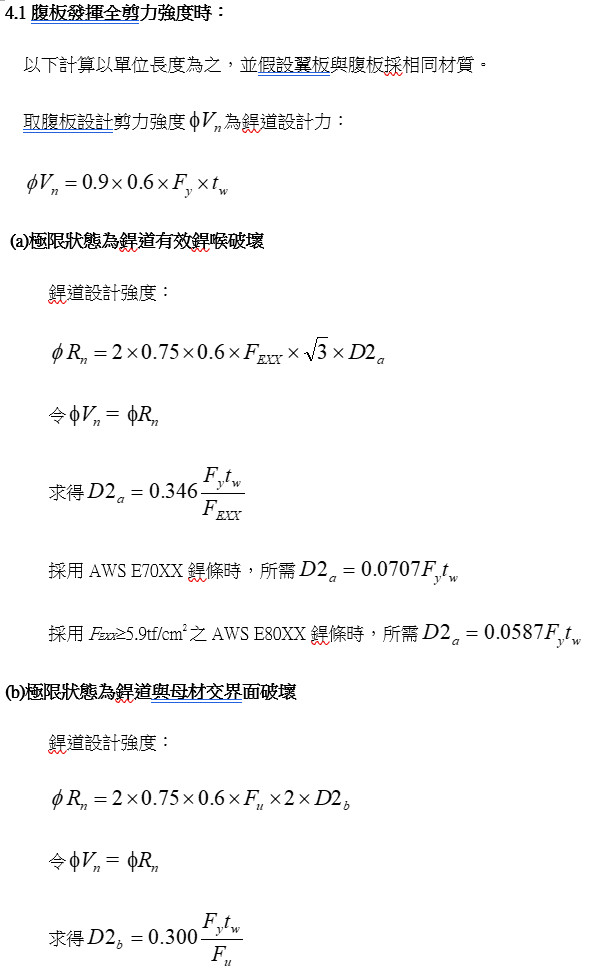
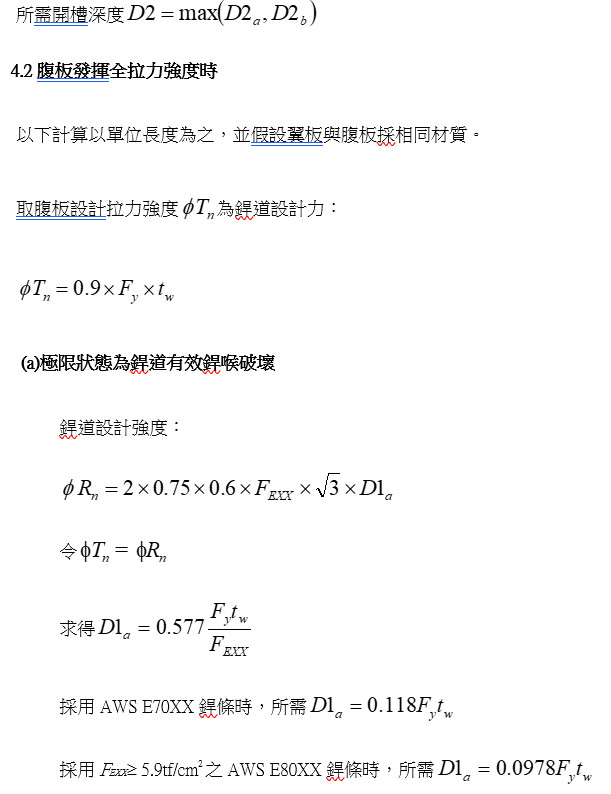
若腹板過厚採用填角銲道尺寸過大,製作成本將會增加,一般鋼構廠則會採雙邊開槽部分滲透銲接來進行型鋼的組立。依據AWS D1.1規定在部分滲透開槽的底部靠近根面處,在銲接時容易產生瑕疵,計算有效銲喉時最短距離需再扣除3mm(單側),但這會隨著銲接方法及銲接接合細部設計之不同,是否需扣除3mm之有效銲喉而有所不同。由鋼結構施工規範(鋼結構協會TISC 031-2022)預檢定之部分滲透開槽銲道接合詳細圖,採用SAW銲接,開槽角度60度,平銲時則有效銲喉可以不需扣除3mm,但若採用FACW或GMAW時,預檢定開槽角度是45度需扣除3mm(AISC 360-10與AWS D1.1 2015相同)與目前國內的鋼結構設計規範採用GMAW時不需扣除3mm之規定不一樣。若統一採用60度部分滲透開槽如此有個好處,鋼構廠施工管理上較容易,無需區別不同的銲接方法的有效喉厚。 CSC SM570M母材降伏強度Fy=4.3tf/cm2及CNS SM570 Fy=4.7tf/cm2所使用的銲條強度FE=5.9tf/cm2略高於E80XX(AWS標準)銲條之強度,因為美規E80XX銲材強度(FE80=5.6tf/cm2)對台規CNS SM570等級(Fu=5.8tf/cm2)標準之鋼板之匹配有些微差異,這是因為材料的規格是參考日規JIS,而銲材使用美國AWS的標準,為了符合全滲透銲時母材與銲材能夠匹配,銲材廠商業已生產強度稍高於E80而能符合JIS與AWS雙標準之銲材來因應,所以會有銲條強度FE=5.9tf/cm2等適用SM570M全滲透銲接之銲材規格產品。 四、T型銲接之銲道型式計算例 全剪力強度接合或全拉力強度接合之T型接合銲接,鋼板銲道形狀及尺寸詳圖2所示。選用開槽角度60度,此時依據設計規範不論採用何種銲接方法或姿勢有效喉厚均不須減3mm。這種接頭的破壞模式跟填角銲一樣有兩種,一是銲道最短路徑破壞,另一個是銲道熱影響區處母材撕裂破壞。本例取部分滲透開槽銲外加填角補強銲道之T接型式計算例:
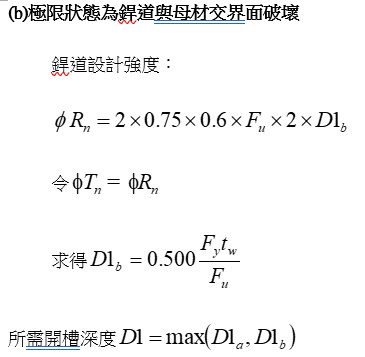
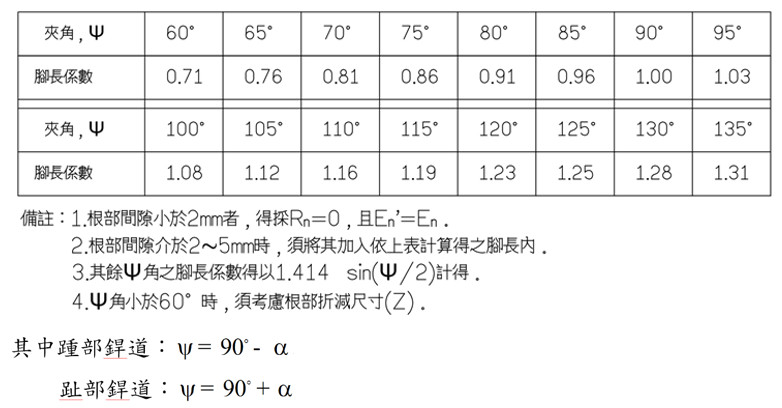
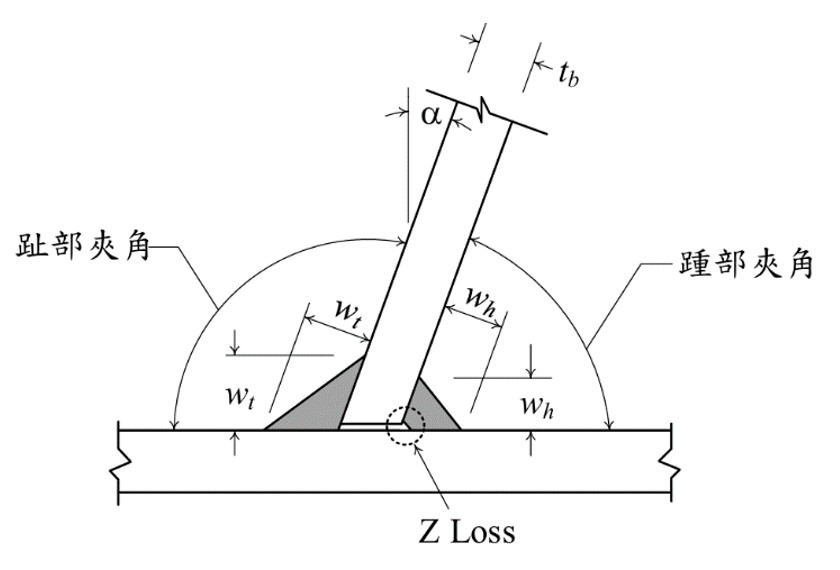
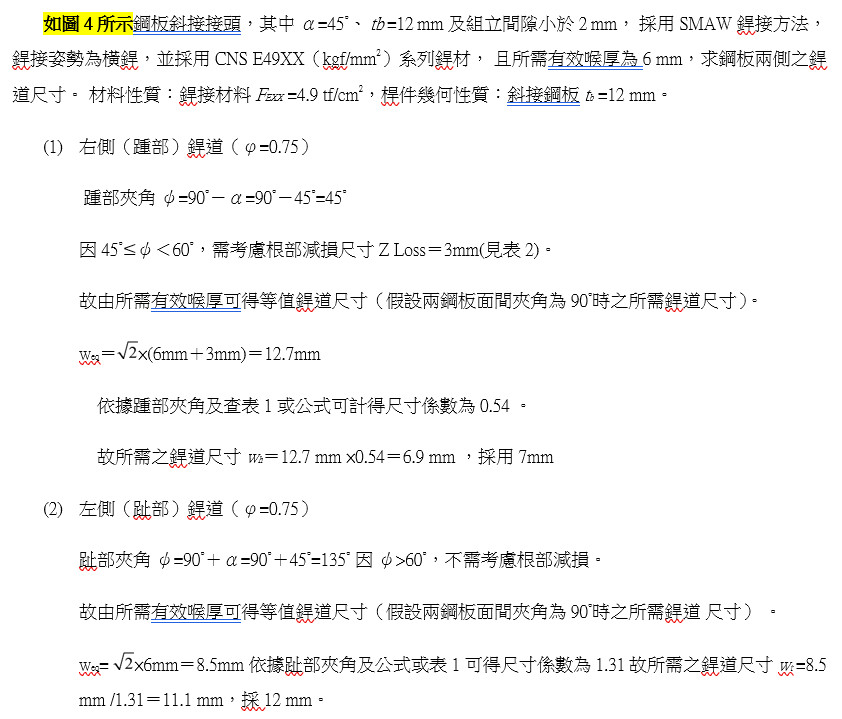
五、斜T接接合之銲道設計 若是平面或立面不規則或平面圖角隅截角處之邊梁結構或斜撐等情況,就會用到平面或立面斜交T型接合。尤其是斜交的角度為非45度的T接情況設計詳圖上通常不會依斜率設計並標示銲道尺寸,而是僅提供標準圖之正T接的銲道尺寸。施工單位繪製施工圖時須依斜交角度及斜交產生的間隙及因鋭角産生之根部減損尺寸Z Loss值(見表2)予以設計斜T接二測所需之銲道尺寸。設計結果以依T接立板二側之有效銲道尺寸相等為佳。計算時可利用斜接角度銲道尺寸轉換係數(見表1)計算較為方便迅速。以下計算例須另檢核「銲道與母材交界面破壞極限狀態」,本例省略:
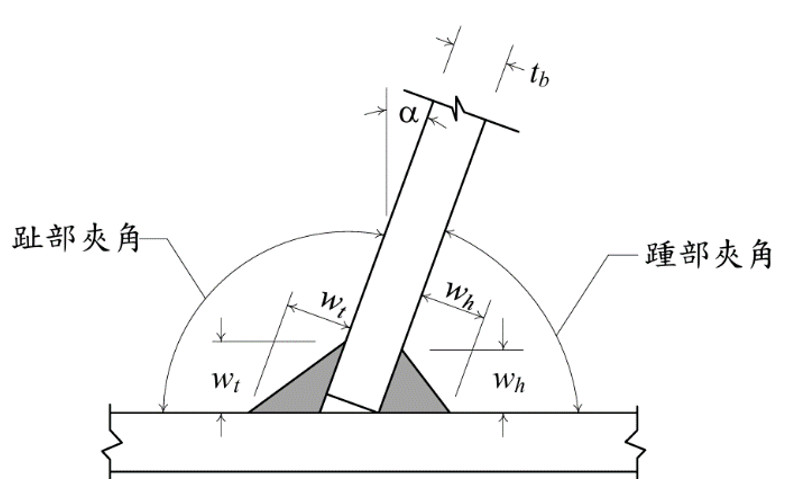
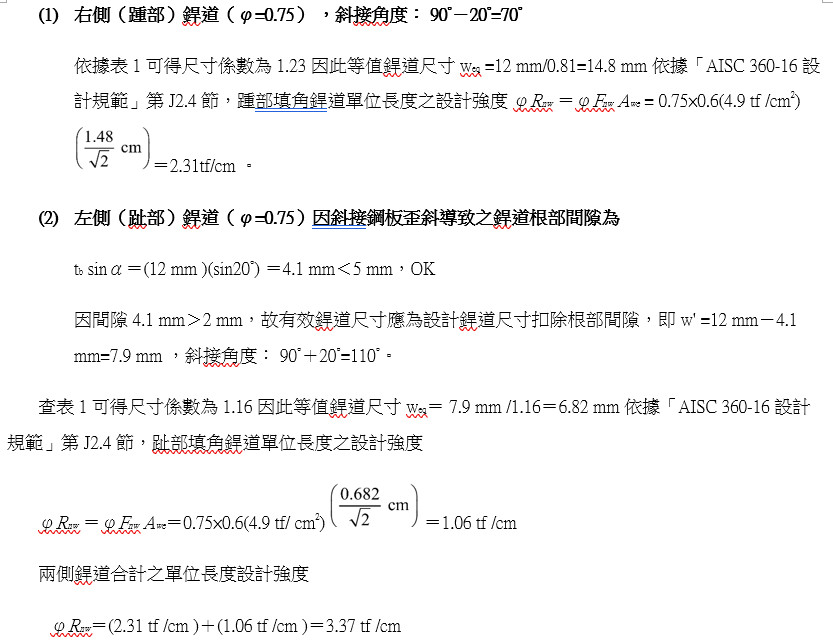
5.1斜T接計算例1:兩側採相同銲道尺寸斜接接頭之填角銲道 圖3中所示鋼板斜接接合,其中α=20°且tb =12 mm,採用CNS E49XX (kgf/mm2)系列銲材且設計銲道尺寸wt=wh=12 mm ,求銲道單位長度之設計強度。 材料性質:銲接材料FEXX=4.9 tf /cm2,桿件幾何性質:斜接鋼板 tb =12 mm。
由上述結果可知,雖斜接接頭斜角α僅為20°,其兩側之有效喉厚及銲道強度差異已達 50%,故為避免銲道兩側之強度差異過大,建議斜接接頭當斜角α 較大時,應採銲道兩側具相同之有效喉厚進行設計為佳,而非銲道兩側具相同之銲道尺寸。 5.2斜T接計算例2:兩側採相同有效喉厚斜接接合之填角銲道
五 結語 一般來說銲接組合型鋼BH腹板厚度會比翼板小,尤其是T型銲接一般是採兩邊銲接,若以過大的銲接進行組合銲接,常會造成變形過大的缺點。若採用全滲透銲接勢必要採用背鏟再補銲的方式銲接,無法如組合箱型斷面一樣使用背襯板就可以進行全滲透銲接,如此將會因BH腹板過薄,背剷後鋼板變形嚴重,即使是銲接完成整型後之桿件,有些變形量還是無法滿足製作之精度要求。綜合一些設計與施工的利弊得失,設計者應在設計圖說上將必要的銲接施做方式詳註於設計圖上,以避免掉不必要的加工浪費及桿件變形。另外,美國鋼構架協會(AISC)鋼結構房屋結構耐震設計規範(AISC 341-22)規定減弱式梁柱韌性接頭之塑鉸中心共二倍梁深範圍之翼腹板組合銲道須為全滲透開槽銲外加塡角銲。此點規定會造成銲接組合型鋼的成本大幅增加。中華民國鋼結構協會為協助業界解決此難題,業已完成一系列的實驗,初步結論為梁腹板承受低剪力比之梁(剪力比約50%)時,以目前腹板發揮全剪力強度之組合銲接方式尚無結構安全疑慮;梁腹板承受高剪力比(剪力比大於50%)之梁則須加強組合銲道尺寸或全滲透開槽銲,期待盡早完成試驗並公布提供工程界改進確保鋼結構安全性。 |
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記