|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. 1465 | ||
| ||||
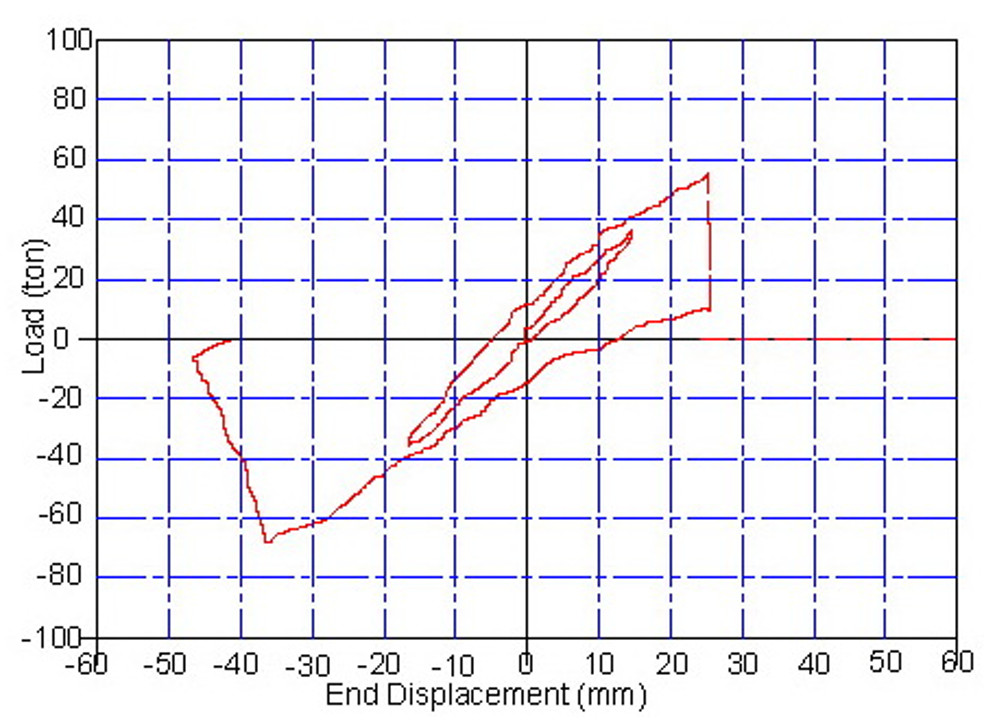
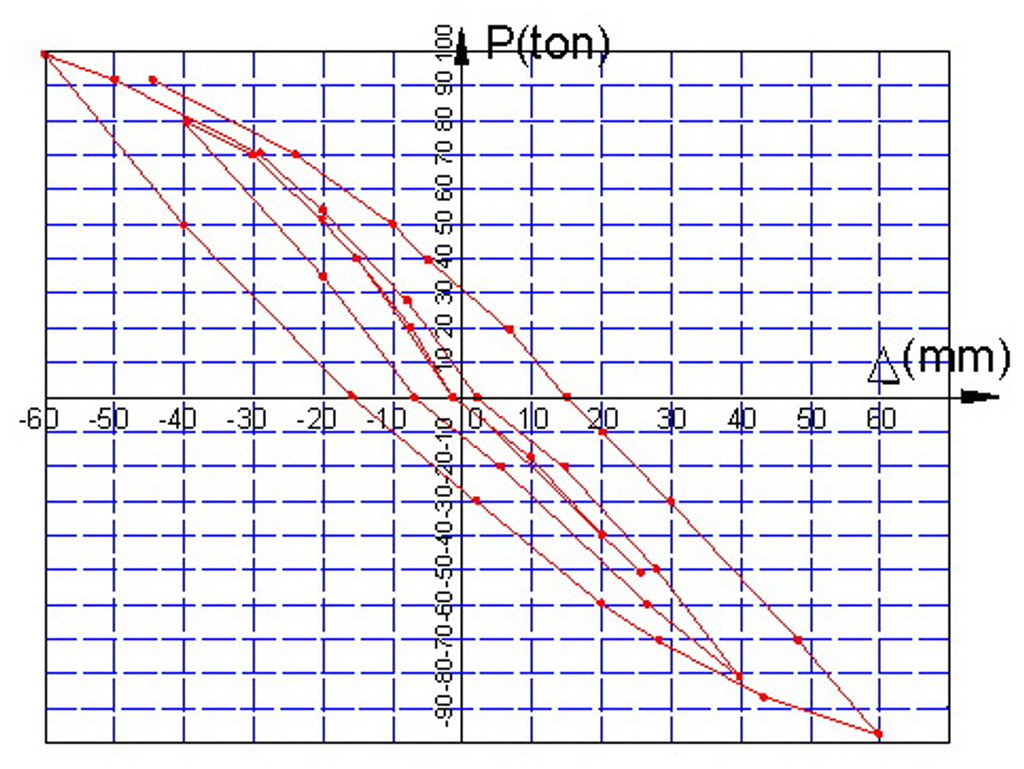
| 談 鋼結構之韌性接頭 陳純森 技師 成功大學建築研究所 教授級專家 高雄大學土木環工系 教授級專技 一、前言 鋼結構之建築一向被標榜耐震性能較佳,而耐震功能的好壞常以韌性能力作為指標。所謂韌性係指結構體具有良好之變形能力,能夠吸收外力作用時,所產生之大量能量而不致於急速破壞,換言之,結構體必須具有較佳之延展性。由於設計階段所採用的地震力,已經將地震反應予以韌性折減,為了使結構體的韌性符合設計原則,無論鋼筋混凝土或鋼結構都必須檢討其韌性效果,否則設計當初所折減的地震力將與事實不符,導致耐震能力堪慮。鋼結構常用以衡量韌性能力的方法,為梁柱接頭的塑性轉角,塑性轉角愈大,構架之韌性愈佳。 為瞭解鋼構架的實際韌性,通常都施以梁柱接頭處的反覆載重試驗,以正反兩方向交互作用,將力量逐漸增強之過程,整理出作用力與變形之關係圖,常稱「遲滯迴圈」,藉以瞭解接頭破壞之情形。反覆載重試驗之遲滯迴圈如果面積愈大,表示其所吸收的能量愈多,韌性自然也就愈佳;反之則愈差。國內過往的接頭韌性試驗也曾發生韌性欠佳之案例,其遲滯迴圈如圖1與圖2。
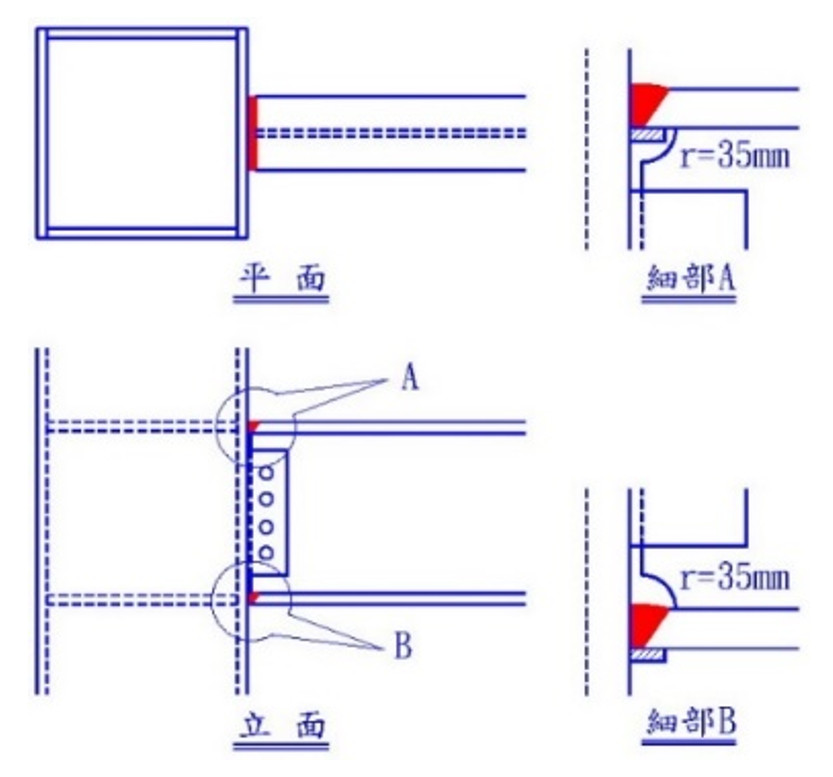
二、美國震災的借鏡 1994年美國加州發生北嶺地震後,許多鋼結構之梁柱接頭發生非預期之脆性破壞,特別是梁柱接頭之介面,因為該處受力後之彎矩應力最大,銲道與扇形孔(rat hole)斷裂甚多,部分梁柱接頭之塑性變形角度不及0.015弧度。美國聯邦緊急管理委員會Federal Emergency Management Agent(簡稱FEMA)全面調查後,具體建議應徹底改善電銲品質與修正接頭形式。 FEMA於發表報告後並陸續調查研究,於2000年公開發表某些合宜之接頭方式(prequalified joint connections),此後國內外許多相關研究亦陸續開發了多種的梁柱接頭方式。研究成果著重於塑鉸的產生與塑角弧度的大小。美國鋼結構協會並於2005年與2009年分別以385-05與385-09s公佈認證接頭方式,設計人如果按照其公佈之設計方法辦理設計,應可符合AISC之耐震規定。 三、國內鋼結構規範之規定 國內鋼結構設計規範有關耐震設計之規定,梁柱接頭所需之塑性轉角(θp)應以下述三種方法之一決定之: (1)0.03弧度 (2)非線性動力分析所得之最大塑性轉角加上0.005弧度 (3)θP = 1.1(R–1.0)θE 其中:R =結構系統韌性容量 θE =在設計地震力E作用下之最大層間變位角 上述之最大層間變位角θE如以0.005弧度計算,R值以4.8計算,則塑性轉角θP成為0.0209弧度。換言之,也可用0.025弧度作為韌性之設計需求。 四、梁柱接頭之電銲品質檢討 國內多層建築之梁柱接頭,多半採用腹板栓接而翼板銲接之傳統接合工法。腹板之上、下端均切割四分之一圓弧之扇形孔(scallop),俗稱「老鼠洞」,其半徑為35mm。上端之扇孔可放置扁鋼防止銲漿滴漏,下端之扇孔作為電銲時銲條接續之穿梭。至於梁翼之電銲則為全滲透銲接(complete joint penetration,簡稱CJP)。其示意圖如圖3所示,照片1為傳統接頭所興建之鋼結構建築。此種作法國內從民國70年以來興建了許多的超高層建築,也經歷了多次的大地震考驗未聞任何災害。 早期美國之工地電銲,習慣採用包藥電銲方法(flux cored arc welding,簡稱FCAW),該法係將助熔劑包捲在銲線內部。由於該法之助熔劑用量甚少,對銲接品質確實有不良影響,乃造成北嶺地震許多震害,位於梁柱接頭之銲道破壞不在少數。現代之FCAW已採用雙重助熔之方式(duel shield),將銲槍末端加灌CO2遮護,電銲品質已經提昇不少了。
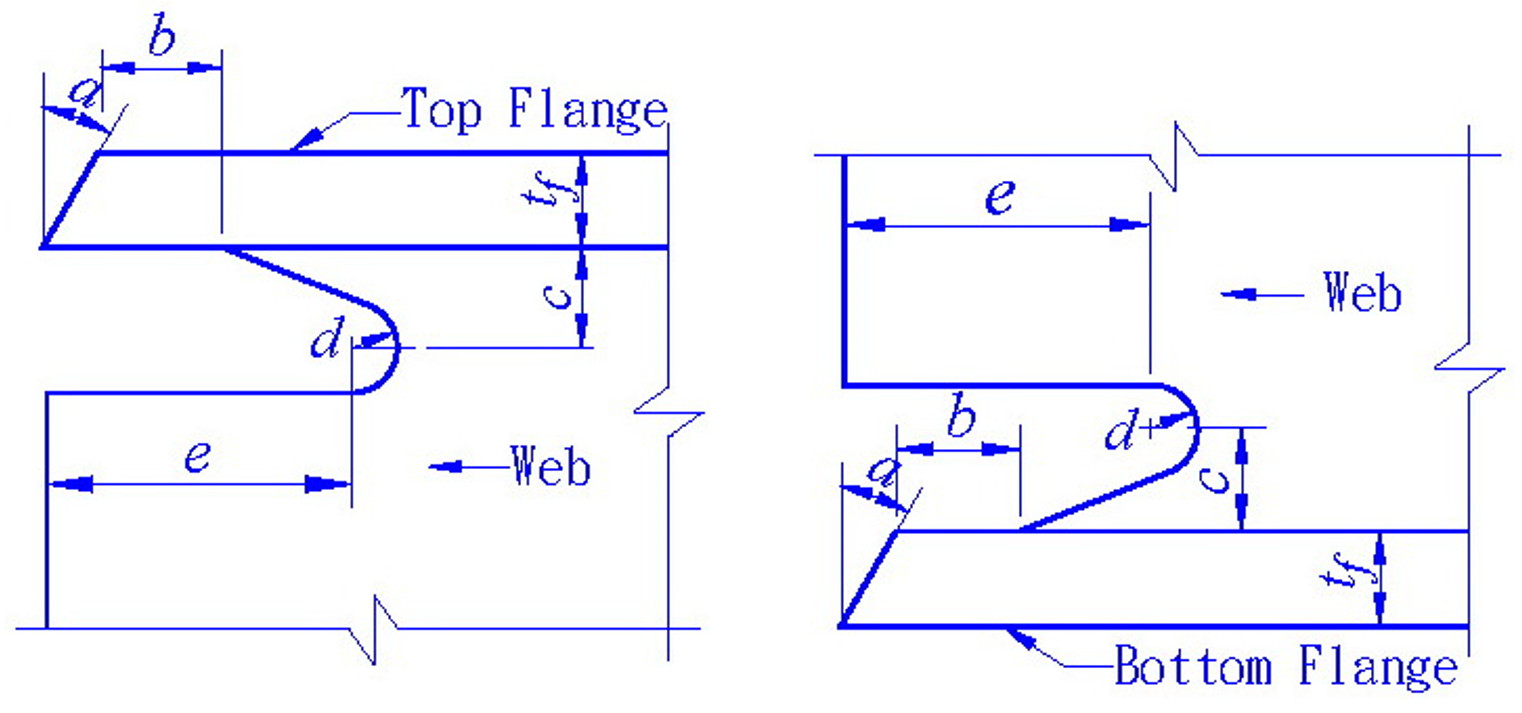
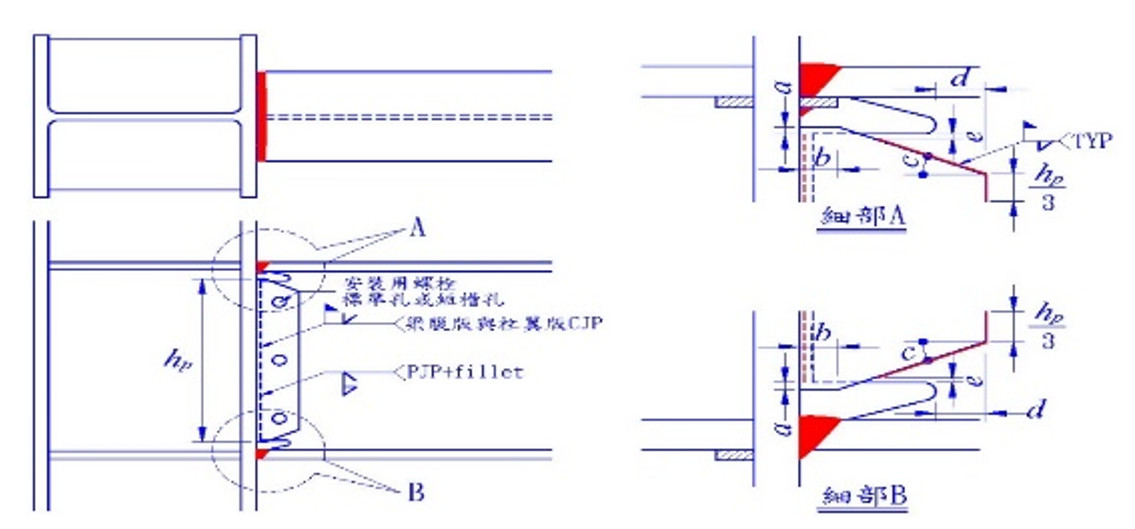
日本之1995板神地震也曾發生部分鋼結構建築之接頭裂損,但日本工程界對梁柱接頭的改善研究,不如美國北嶺地震之熱衷,乃因日本早期的工地電銲以SMAW為主,至於半自動電銲,日本盛行GMAW,並不流行FCAW,一般SMAW與GMAW之電銲品質均較FCAW為佳。且日本早期的箱型柱內之釣魚銲以ESW為主,其電銲品質也比美式之EGW穩定。但日本之鋼結構行業,比較注重電銲後之熱影響區之品質變異探討。 五、傳統工法之改善 傳統式之扇形孔作法,下翼板之開槽打底品質常較上翼板為差,於接頭之實體韌性試驗時常發生下翼板銲道嚴重破壞,故部分設計要求下翼板之背墊板採用可拆除式之陶瓷片,電銲後將陶瓷片拆除,檢查下翼板銲道之品質,並做必要之改善。此外,扇形孔之於受力時,容易產生局部應力集中之現象,致扇孔處常率先破壞。為使撓曲應力之傳遞順利,FEMA-350曾建議將扇孔作適度之改善,如圖4所示,以減少應力集中現象。
上圖之細部加工要領可參照FEMA-353之說明,惟各部尺寸FEMA建議如下: a:按照AWS D1.1之電銲程序開槽 b;採用tf或 0.5英吋之較大值(+0.5tf;-0.25tf) c:採用0.75tf ~1.0tf,最小0.75英吋,(±0.25英吋) d:半徑最小值為3/8英吋(+無限;-0) e:3倍tf(±0.5英吋) 傳統式接頭之扇孔經改善後,學術研究得到良好之韌性效果,其塑性轉角可達0.0225~0.0316弧度。採用傳統式接頭設計時,除了宜改善扇孔外,在規劃結構斷面時,梁與柱接合處的寬度兩者不宜相差太懸殊,以避免斷面之應力過度集中而產生急速破壞。此外,背墊板(back bar)、起弧導板(end tab)亦應妥善設置,應採用順暢之施工方法,以避免該處之局部應力集中現象。 六、FEMA 350之WUF-W工法 FEMA 350所建議未補強翼板之電銲與腹板電銲(welded unreinforced flange-welded web connection,簡稱WUF-W)工法,細部設計如圖5所示。其使用要點參考AISC 358第8章之說明,列舉如下: 1.上、下翼板均採用全滲透工地銲接(CJP)。於上翼板可將背墊板拆除背剷後,外加至少5/16”(8mm)之填角銲;亦可留置背墊板,於背墊板下方外加5/16”(8mm)之填角銲。 於下翼板則將背墊板拆除背剷後外加5/16”(8mm)之填角銲。 2.銲道通孔之格式參照圖4方式處理。 3.腹板與鋼柱之銲接為全長連續性之全滲透工地銲接,銲縫兩端須設置端板(tabs),電銲完成後去除端板並研磨平順。 4.剪力連接端板之厚度須與鋼梁腹板之厚度相同。其長度須蓋過銲道上下之通孔1/8”(3mm),其寬度須延伸超過銲道通孔末端至少2”(50mm)。 5.剪力連接端板之全長採部分滲透外加填角銲之工廠銲接。 6.剪力連接端板與鋼梁腹板採用工地填角銲,腳長為端板厚度減掉1/16”(1.5mm)。在頂部與底部之電銲道長度須分別超過1/3端板的高度,且須橫跨頂部與底部。 7.安裝固定用之螺栓,其數量、規格與尺寸須滿足安裝時之荷重。 8.鋼柱內部之橫隔板與腹板之加強貼板須符合相關設計之規定。 9.預檢定之塑鉸與柱心距離為1/2鋼柱深度+1/2鋼梁深度。 10.鋼梁最大深度W36,鋼梁最小跨深比7,鋼梁翼板厚度最大1”。鋼梁適用材質A572 Gr50、A992、A913 Gr50/S75。 11.預檢定之鋼柱深度W12與W14,鋼柱適用材質A572 Gr50、A913 Gr50與 Gr65、A992。
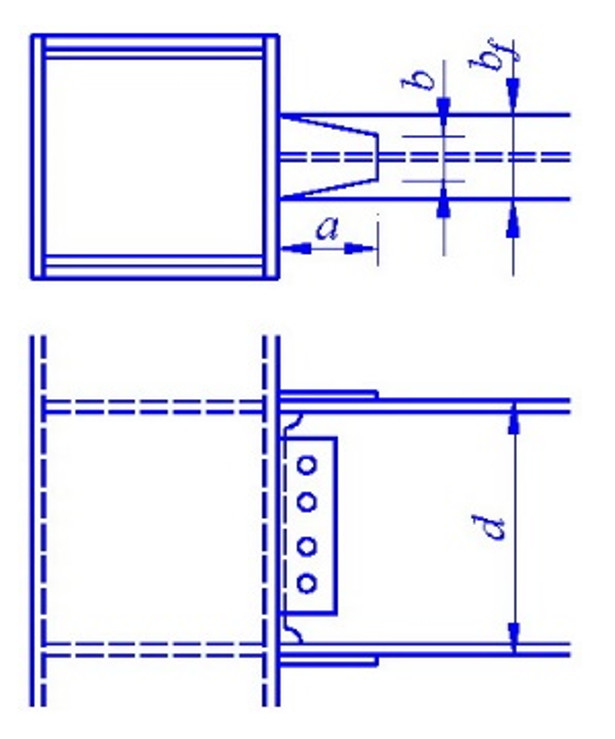
七、蓋板加強工法 梁端之蓋板補強工法有三角板、梯形板與矩形板補強。其中梯形與矩形板之蓋板補強方法,FEMA於1995年與2000年所公佈的FEMA-267與FEMA-350均有類似建議。針對箱型柱之斷面,國內之試驗研究曾用9組試體,其中2組試驗時於橫隔板之電渣銲接破壞,其餘7組之塑性轉角介於0.0249~0.0478弧度,韌性效果良好。圖6為學術研究建議之梯形板補強方式,其中0.35d≦a≦0.7d,b≦0.3bf,惟設計時除應符合規範外,亦應參考相關之文獻,翼板與柱面寬度不宜相差懸殊。照片2為梯形板補強實例。
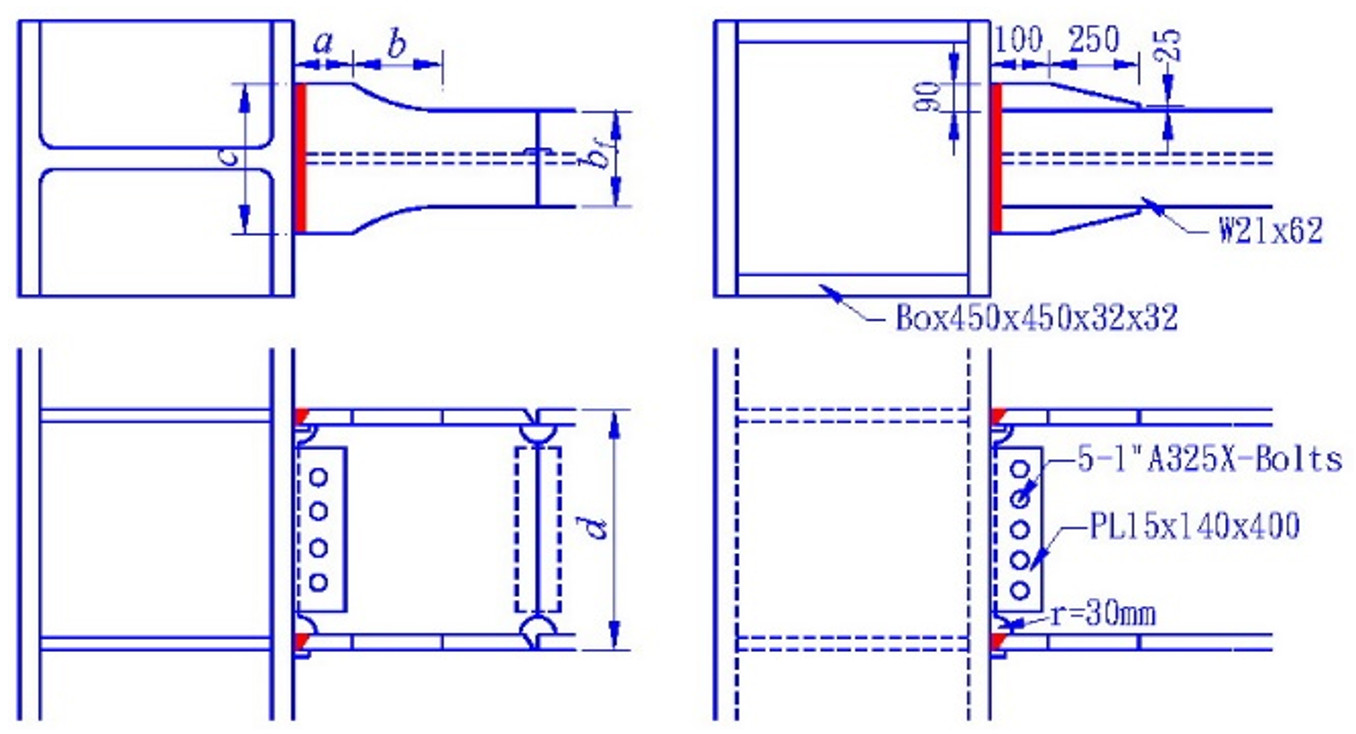
八、擴翼加強工法 擴翼工法在國內研究之歷史最早,於1990年已有擴翼工法之研究,效果良好,當時之轉角需求目標為0.015弧度。因擴翼不但能舒緩梁翼與柱面之寬度差異,尚可提昇梁端之抗彎強度,力學行為一舉兩得。國內之研究成果均證明擴翼工法有良好之韌性效果,其塑性轉角自0.026弧度至0.048不等。漸變式擴翼工法建議如圖7左圖所示,其中a=0.6bf~0.8bf,b=0.3d~0.45d,bf為梁翼寬,d為梁深,b範圍為平滑曲線或大約1:3斜度之直線,擴翼寬度c之計算可依據梁柱介面處擴翼梁斷面之塑性彎矩能力與該處地震彎矩需求比值之1.2倍以上,惟設計時除應符合規範外,亦應參考相關之文獻與研究試驗報告。圖7右側為梯度擴翼之試體規格,正、負向之塑性轉角分別為0.0281與0.0285弧度。
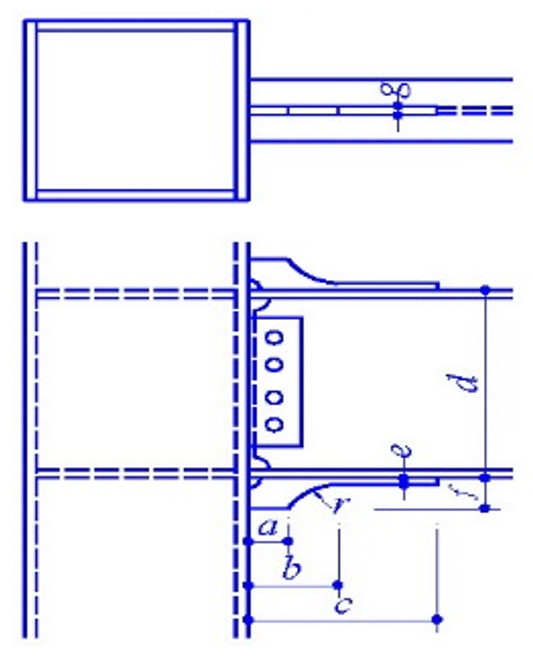
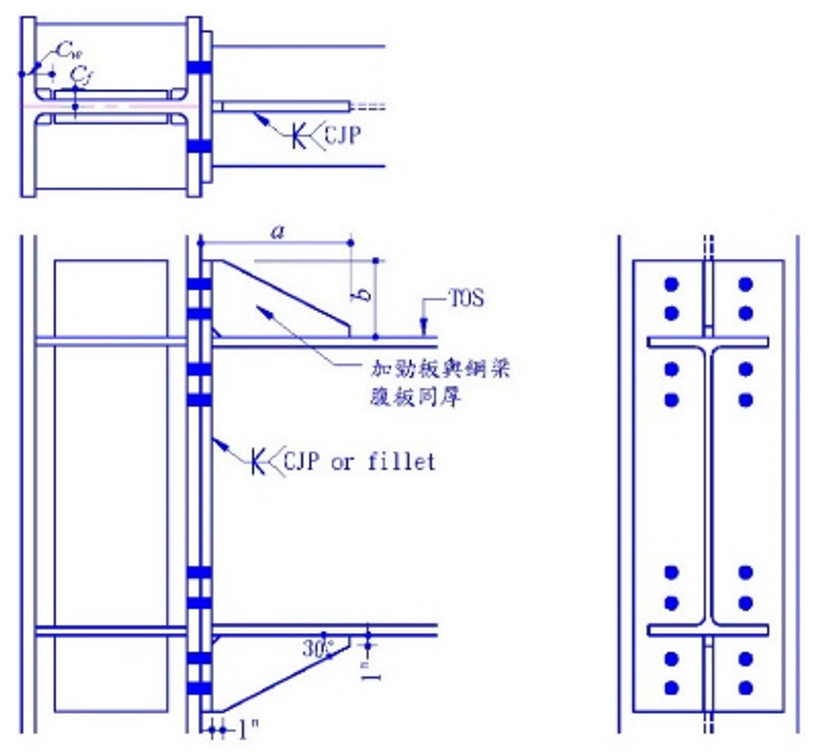
九、脊板加強工法 脊板補強工法為FEMA-267(1995)所提議改善方法之一。國內有關脊板補強之學術研究報告,曾經試驗11個試體,除其中有2個試體之塑性轉角未達0.0209弧度外,其餘之塑性轉角介於0.0319弧度至0.0453弧度。脊板的上、下扇孔可閃開箱型柱內電渣銲之熱影響區,可分散電渣銲位置部分之應力。參考之脊板補強方式如圖8所示。 a取80mm與b/3之大值,b取200mm與d/3之大值,d為梁深,c的計算依據脊板延長段末端處,梁斷面塑性彎矩能力與該處地震彎矩需求比值之1.1倍以上。於脊板延長斷面,e的計算以梁斷面塑性彎矩能力增加5%計算之,可採用e=g。f的計算依據梁柱介面處,含脊板梁斷面之塑性彎矩能力與該處地震彎矩需求比值之1.1倍以上,如考慮樓板之影響可採用f≦125mm,其弧形漸變段之半徑,可取r=b。
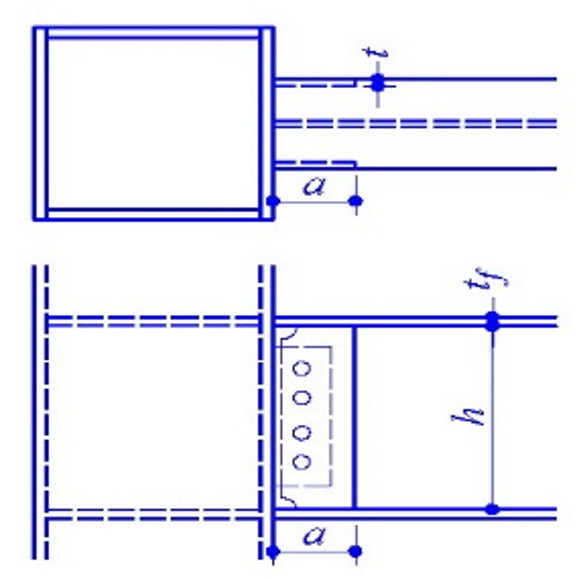
十、側板加強工法 1995年FEMA-267提議在鋼梁端部採用側面加勁板,以改善北嶺震害之建築物。側板補強之方法形同箱型鋼梁,可造就鋼梁端部的剛性與結實程度。國內曾經參考FEMA建議,將已安裝完工8年有餘之34樓超高層鋼構建築,作側板加強試驗,得到優良之韌性效果。側板加強之方式建議如圖9所示,圖中,a≧0.46h,t≧0.65tf。a為加勁板寬度,h為鋼梁凈深,t為加勁板厚度,tf為鋼梁翼板厚度。 十一、端板加強工法 FEMA 350亦曾建議鋼梁端板加強工法如圖10所示。其要點如下: 1.端板採用A36鋼材,端板與鋼梁翼板採用全滲透銲接。端板與鋼梁腹板採用填角銲或全滲透銲接。 2.強力螺栓使用A325或A490須施以預拉力。 3.鋼柱內之連續性橫隔板與鋼柱腹板之加強貼板須符合區塊強度(panel zone strength)設計。 4.鋼梁上、下之加勁板厚度須與鋼梁腹板相同厚度。加勁板與鋼梁翼板或與端板之銲接均採用雙開槽全滲透電銲(CJP double-bevel groove welds)。 5.必要時得於端板與鋼柱間設置填板。 6.預檢定之條件如下: ①塑鉸與柱心之距離為1/2鋼柱深度+端板厚度+加勁板長度。 ②鋼梁最大深度為W36,鋼梁最小跨深比7,鋼梁翼板厚度1”,適用之材質A572 Gr50、A992、A913 Gr50/S75。 ③鋼柱之深度範圍W12、W14,翼板厚度依強度計算,適用之材質A572 Gr50、A913 Gr50與Gr65。 ④螺栓孔為標準孔,單片墊圈規格F436。 ⑤加勁板材質為A36。 其他設計細節可參考AISC 358第6章之說明與規定。
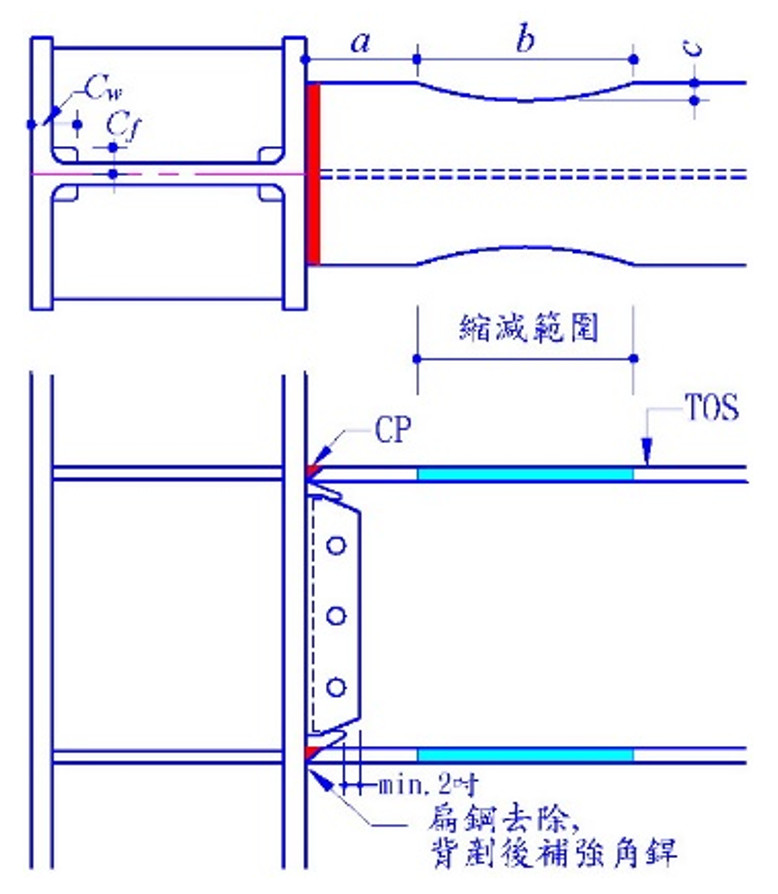
十二、圓弧切削減弱工法 1996年國內已有翼板圓弧切削之學術研究,其試驗於1999年更為成熟,塑性轉角介於0.0273~0.0310弧度。FEMA 350建議之圓弧切削接頭示意如圖11所示,圓弧切削工法為AISC 358認證之方法。其設計要點如下: 1.a=(0.5~0.75)bf,b=(0.65~0.85)db,c=(0.2~0.25)bf。圓弧半徑R=(4c2+b2)/8c。 2.銲道通孔與全滲透銲接法採用改良型式。 3.作為安裝用途之螺栓,其數量、規格與尺寸須滿足安裝時之荷重。 4.腹板之接合方式包括全滲透銲接與螺栓接合兩種: i)全滲透銲接 ①剪力板全長度為銲道通孔之距離外加1/4”(6mm),剪力板可作為CJP之背墊用途,厚度至少為3/8”(10mm)。剪力板之形狀可為長方形或圖示之梯形。 ②剪力板與鋼柱翼板之銲接,在鋼梁腹板側之填角銲最少3/16”(5mm),在遠離腹板側之安裝用填角銲最少5/16”(8mm)。 ③全滲透銲接之末端不需設置銲縫端板,剪力板與鋼梁腹板之間無須銲接。安裝用螺栓考量安裝時之荷重。 ii)螺栓接合 ①剪力板與螺栓均須考量剪力強度。 ②剪力板與鋼柱翼板為全滲透之銲接,或兩側填角銲最少3/4t。 ③螺栓為A325或A490,必須完全鎖固。 5.柱內之連續性橫隔板與鋼柱腹板之加強貼板須符合區塊(panel zone)強度。 6.預檢定之塑鉸與柱心之距離為1/2鋼柱深度+1/2鋼梁深度+a。 7.鋼梁深度W36以內,最大單位重300 lbs/ft,最少之跨深比7。鋼梁翼板之厚度最厚為1-3/4”(45mm)。適用之鋼梁材質為A572 Gr50、A992、A913 Gr50/S75。 8.鋼柱深度W12、W14,適用之材質A572 Gr50、A913 Gr50與65、A992。
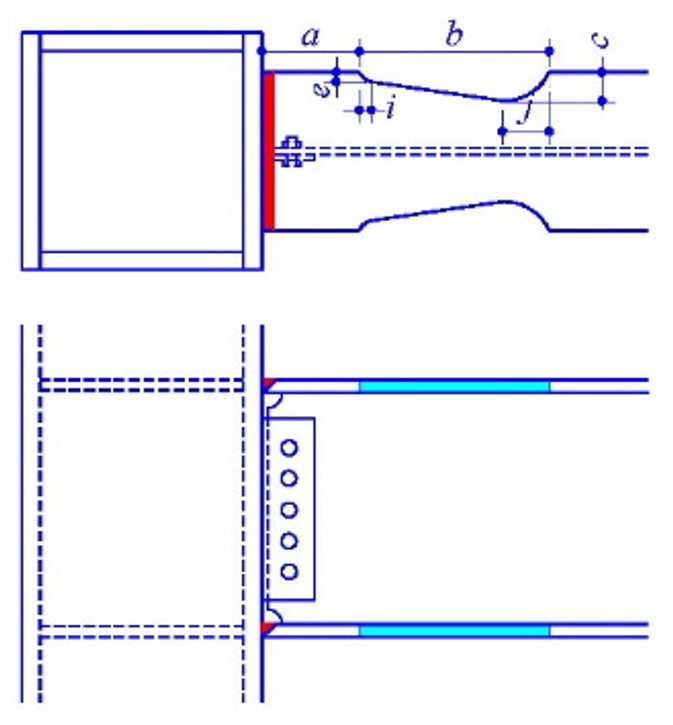
十三、漸變切削減弱工法 此種工法係考量地震作用所衍生之鋼梁彎矩圖形,將切削曲線比擬彎矩曲線,以符合彎矩愈大斷面愈強之原則。國內於1993年已有成熟之漸變切削法之研究,各試體之平均塑性轉角為0.0235~0.0479弧度,接頭處理如圖12所示,照片3與照片4為工法實例。
翼板切削減弱工法於1994年美國北嶺地震時,美國加州結構工程聯合團隊(SAC–Joint Venture of SEAOC,ATC and CUREE)於調查諸多震害後,發表有關鋼結構耐震接頭之改善提議,其中SAC-95(FEMA 267)第七章7.9.6節介紹鋼梁斷面之減弱工法,曾將翼板切削之工法比喻為「狗骨頭」(dog-bone)工法,稱讚此種工法屬於經濟型之作法,並引述國內1995年之漸變切削研究。SAC團隊對於梁翼減弱工法未考慮混凝土樓板及其載重對受壓翼板的影響,作某種程度的意見保留。 十四、其他減弱工法 其實減弱工法,係設法在臨近柱面之位置設置較脆弱之梁斷面,誘導地震發生時由脆弱斷面先降伏,利用降伏塑鉸產生應力重新分配與消能機制,進而發揮韌性效果。其目的係在削減鋼梁斷面之抗彎能力不要超過柱面之電銲接合能力,換言之,亦為加強柱面銲道強度之一種手段,其本質實為加強柱面之工法,國內泛稱減弱工法。其他之減弱工法尚包括翼板梯形切削與翼板鑽孔法等,亦為FEMA 267所建議之可行方法,如圖13所示。
十五、結語 總之,鋼結構建築之韌性接頭工法很多,設計者可以從相關文獻選取適當之作法,以滿足韌性之耐震需求。特別要注意的倒是梁柱接頭之電銲施工品質不可忽略。
參考文獻 1.鋼結構工程實務,第五版,陳純森,科技圖書公司,2019年3月。 2.其他相關學術文獻參酌FEMA、AISC出版之資料,國內學者蔡克銓教授、陳誠直教授、周中哲教授、張惠雲教授、陳生金教授等指導或共同發表之學術研究報告。 |
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記