|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
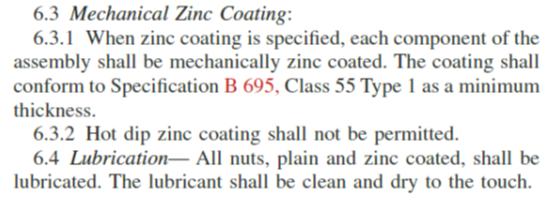
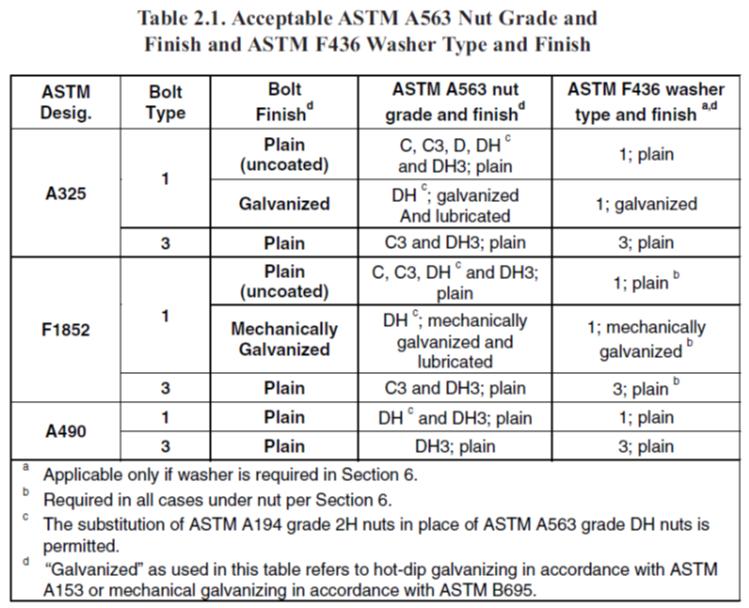
| 扭矩控制型之A325螺栓不能熱浸鍍鋅 劉澤山 技師 國內工程界在鋼結構的防鏽上,目前普遍習慣以熱浸鍍鋅處理,熱浸鍍鋅的優點在此不作贅述,但是熱浸鍍鋅對於熱處理程度較高,也就是強度很高的材料,如日本規範的S10T螺栓,有導致氫裂顧慮的缺點。因此在設計上為了熱浸鍍鋅,普遍採用在規範上可以熱浸鍍鋅的ASTM A325螺栓,以使接頭與結構體有一致的防蝕效果[1]。但是A325的螺栓,在使用上遠不及日本規範的S10T來的方便,因為S10T使用斷尾的機制,在施工或檢查上非常的容易。但是A325基本上是以迴轉螺帽法來施工,需要逐支檢查螺栓2次以上。有鑑於此,ASTM也針對斷尾的方式,訂定了斷尾的A325高拉力螺栓,名稱是F1852。於是大家很自然的為了施工方便,同時有熱浸鍍鋅需求時,就採用有斷尾機制的F1852之螺栓了。但是在此提醒大家,A325與F1852兩者的規定並非相同,最大的差別在於扭矩控制型之螺栓,依規定不能熱浸鍍鋅。 在ASTM F1852-08[2]第6.3節說明:需要鍍鋅時,須使用機械鍍鋅,熱浸鍍鋅是不被允許的,原文請參考附件1。另外美國RCSC 「Specification for Structure Joints Using ASTM A325 or A490 Bolts」[3],對於螺栓之表面處理(附表1)也說明,F1852只可以使用機械鍍鋅的方式處理。 機械鍍鋅係為避免氫脆化的製程,也是高強度螺絲塗裝的另一選擇。機械鍍鋅係以物理方式將鋅粉覆蓋於零件上,在一個轉動的滾筒中,加入水和沖擊介質,形成一個互相碰撞,搓碾作用的流態環境,根據預定的鍍鋅層厚度,加入鋅粉和藥劑,在化學吸附和機械碰撞的共同作用下,在鋼鐵表面上形成鋅層。如果為增加機械鍍鋅零件的抗鹽霧性能,通常再做表面塗裝。由於整個過程,無電鍍或酸洗製程,故可避免氫脆的產生。採用機械鍍鋅時,鋅層厚度可依需求指定,一般大約在45μm。建議可以以60~80μm的厚度來取代熱浸鍍鋅。 參考文獻 [1]「Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksi Minimum Tensile Strength」,ASTM A325, 2010 [2]「Standard Specification for “Twist Off” Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 ksi Minimum Tensile Strength」ASTM F 1852 ,2008 [3]「Specification for Structure Joints Using ASTM A325 or A490 Bolts」RCSC 2004
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記