|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
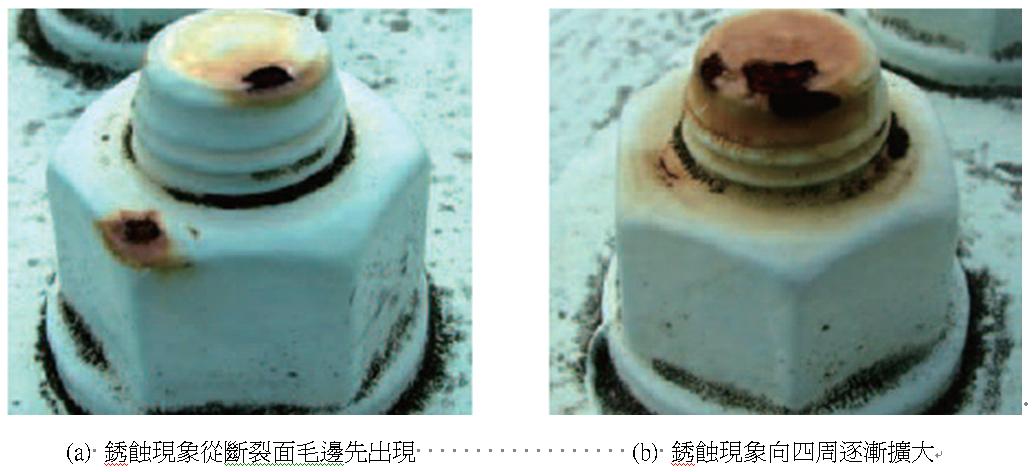
| 扭矩控制斷尾螺栓尾端斷裂面防銹表面處理方法介紹 陳正平技師 前言 目前國內所生產之結構用高強度螺栓主要有美國ASTM規格之A325及A490螺栓及日本JIS規格之F10T及S10T螺栓。國內螺栓生產廠商同時有生產日本及美國規格之螺栓,乃因目前國內所使用的設計規範主要係參考美國AISC規範,而國內鋼構廠之製造與施工卻是依日本鋼結構品質管制作業標準,以致於目前國內工程大多使用日本規格之扭力控制型高強度螺栓。高強度螺栓在安裝時除非規範有特殊規定,否則均需以旋轉螺帽法、直接拉力指示器或以扭力板鉗等工具,按規定的程序施拉預張力,而近年來扭矩控制螺栓(Torque Control Bolt 簡稱T.C.Bolt)已廣泛應用於土木及建築工程之鋼結構。 扭斷型高強度螺栓在橋樑工程施工現場施作完螺栓鎖緊作業後,調查接合部位之高強度螺栓扭斷後尾端會殘留斷裂面的凹凸面及銳利之金屬毛邊 (burr),此種銳利之金屬毛邊會導致塗裝作業品質不良的現象。銹蝕現象會從螺栓扭斷之斷裂面毛邊首先出現,並由此處向外逐漸擴大 (見照片1[3]及照片2),銹蝕的螺栓將會失去鎖緊強度進而影響到鋼結構的安全, 如欲改善此種情況則需於在斷尾螺栓鎖緊作業後,將銳利之金屬毛邊加以施作倒角研磨處理後,再施作塗裝作業,以防止銹蝕首先由此處產生。因此,在西元2005年 2月修訂出版的日本“鋼道路橋塗裝‧防蝕手冊”中,該手冊明載了螺栓扭斷後尾端斷裂面須修整成平滑面 (見照片3b),用以確保塗裝品質符合耐久性的保證。日本關於橋梁、高架道路的設計技術準則“道路橋示方書”亦將鋼結構細部之防蝕措施列為必需之工作項目。由上述資料顯示了「確保鋼橋的塗裝品質」對使用年限的重要性。 照片1 銹蝕現象從螺栓扭斷之斷裂面毛邊先出現並逐漸向外擴大[3]
照片2 銹蝕現象從螺栓斷裂面向外擴大
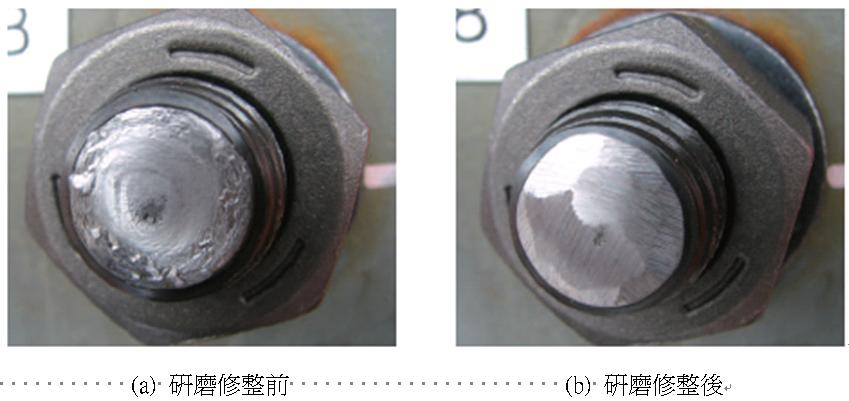
照片3 斷裂表面修整平滑處理 [3] 另一方面,若採用圓盤磨光機 (disc grinder) 來修整螺栓尾端斷裂面的作業相當費工費時。而且螺栓生銹不一定都從斷裂面開始產生,因此表面修整作業之費用甚高,且效果不易掌控。目前對於螺栓尾端斷裂面均沒有做到表面平滑修整的動作。但是若因為螺栓尾端斷裂面表面平滑修整作業之經濟效益不大,就不予處理,將無法提升鋼結構的施工技術及施工品質。 因此,日本本川田工業株式會社[3]橋梁事業部便進行了螺栓尾端斷裂面的腐蝕促進試驗, 以了解螺栓生銹的實際狀况,並著手進行開發研究對「螺栓尾端斷裂表面平滑修整作業」有效且便利使用於工地的專用研磨工具。
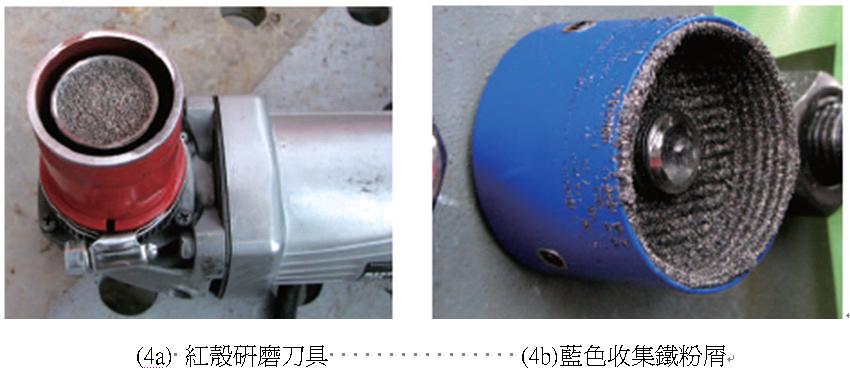
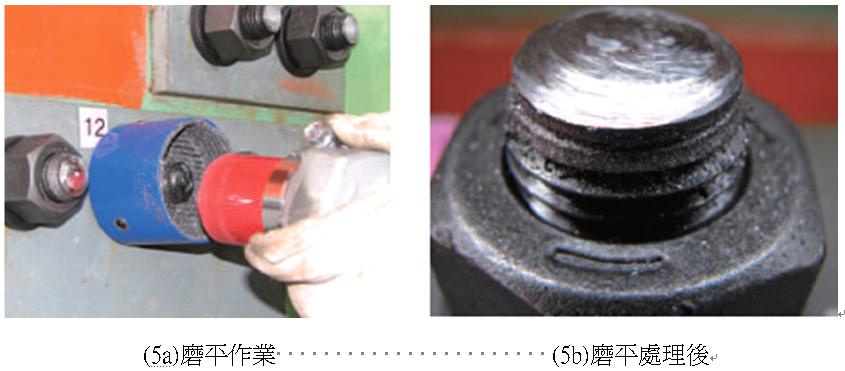
扭矩控制斷尾螺栓的腐蝕加速試驗 在腐蝕加速試驗中, 把20支試體共分成有斷裂面表面未處理,與斷裂表面有磨光處理二種情況,依照“鋼結構橋梁防蝕塗裝技術手冊”所規定之塗裝系統做塗裝,並使其反覆地曝露在鹽水噴霧濕潤及乾燥的反復作用循環條件,經6個月的測試,相當於在日本東京市區11年的曝露試驗。試驗結果,其中,經過48天後(相當於在東京市區經歷3年),有6支斷裂表面未經修整平滑處理的試驗體之中,有1支之斷裂表面及螺帽與螺栓接觸部位都可看到生銹。 另一方面,螺栓斷裂表面做了磨光處理的試驗體之中,在裂斷面沒看到生銹,但是在螺帽與螺栓接觸部位及螺栓螺紋突緣可看到防蝕油漆塗膜破裂及生銹現象。 由此可見,螺栓會從各個部位生銹,未處理的斷裂表面也可能產生銹蝕現象。妥善處理斷裂表面不僅可減少生銹的起因,此種觀念與鋼材在直角邊緣部位的倒角削角作業,即是相同的道理。 磨光作業之效益評析 斷裂面的磨光處理顯然會大幅提高成本,從實際進行施工作業之試驗得知,處理上,每支要多花30秒以上;必須注意避免損壞到周圍已安裝完成的螺栓;研磨後之鐵粉屑的飛散相當嚴重,清理困難且粍時。造成作業效率低落,品質管理也很難,而且的鐵粉屑的到處飛散會把造成生銹的原因到處散布,因此必須加以清掃乾淨。由此觀之,顯然清掃作業會增加工時,且成本會提高。另一方面,斷裂表面的磨光處理作業的效果,對於降低生命週期成本(life cycle cost)的效益,並非短期內能夠享受到好處。 解決的構想及使其具體化 為了達到降低生命週期成本效益的目標,須能有效維持結構物之耐久性,必須構思一種可降低處理工時及費用,以及提高效率的斷裂表面磨平處理工法。 因此,日本「本川田工業株式會社」與「羅布科技株式會社」合作, 研究開發可降低成本的具體化構想。該研究團隊針對圓盤磨光機的施工試驗結果所出現的缺點,進行研究開發出取代圓盤磨光機的高效率工具。特別針對解決圓盤磨光機的缺點作下列改進: 1.便宜又輕巧。 2.作業性良好、品質穩定。 3.防止鐵粉屑到處飛散。 首先,為了滿足「便宜又輕巧」的目標,標的工具機原則上採取100伏特電壓的動力機套筒 (socket) 所具有的輕巧型式,套筒由安裝在動力機上旋轉的研磨刀具與包覆套筒(紅殼)以同心圓狀態組構而成(見照片4a)。考量為了使研磨刀具備經濟性,研磨刀具採用鑽石研磨刀。 再者,為了滿足「作業性良好、品質穩定的」目的,研磨刀具包覆套筒(紅色)的外圍,增加了一層可防止研磨刀具逸脫造成對作業人員的傷害,及防止鐵粉屑到處飛散的(藍色)外罩(照片4b)做為紅殼的外覆罩。為了可從橫向加以固定,於側面安裝二根六角螺栓的裝置(如照片4a)所示,可從橫向加以鎖定。如照片5a所示,把紅殼嵌入藍殼內,再進行磨平作業,不僅作業性良好,修整後表面形狀及品質的穩定性也更容易控制。 另外,藍殼在滿足「防止鐵粉屑到處飛散」的遮罩功能上,也有其優點,把藍殼覆在螺栓尾端上,如照片4b所示, 只有露出裂斷面,研磨過程可使鐵粉屑不會飛散到外部。只要把飛進藍殼的鐵粉屑回收到容器中, 作業後不須清掃鐵粉屑。處理後的裂斷面,如照片5b所示。 為了確認這項新技術的效果,以及找出實務上的問題點,在實物的斷裂表面接合處進行了磨平試驗,對鐵粉回收這方面頗具效果,但是在切削量的限制和藍殼的鐵粉屑封入收集容器的機能上,仍有改善的空間,目前正在進行改善這一點,以圖早日實用化。 照片4 紅殼與藍殼[3]
照片5 裂斷面處理狀況[3] 結語 綜上討論,現有扭矩控制斷尾螺栓工法,雖然解決當下螺栓鎖緊作業的問題,但對暴露在大氣中的螺栓,卻衍生另一”銹蝕起源”位置的問題,如果須增加倒角去毛邊處理施工來防止銹蝕,所增加之成本是否會過高?或是將此問題留給保養維修的人去傷腦筋是值得探討的問題。 研發可降低生命週期成本效益的技術誠屬不易,在傳統的大量生產的產量壓力下,研發工作不易得到支持。但是,在國際競爭的壓力下,若不進步很快會被淘汰。以降低生命週期成本效益作為提升整體效益的手段,以「耐久性」為研發目標,開發出可降低總體經濟效益的有效工法,確實可改善扭矩控制斷尾螺栓工法的缺點,並可提升國際競爭力。
參考文獻 鋼道路橋塗裝(2005)。防蝕手冊。社團法人日本道路協會。 日本道路公團的鋼橋塗裝之塗裝品質規格之修訂(1992)。鋼橋塗裝,20(2),60-66。 TC螺栓梢尾裂斷面處理工具的開發。川田工業(股)橋梁事業部保全技術室,八木貴之&段下義典。 |
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記