|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉149 傳真:(02)2964-1159,2963-4076 地址:台北縣板橋市三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
| 談『熱浸鍍鋅鍍層損傷及裸點補修』 陳正平技師 一、前言 鋼鐵材料為房屋結構重要之材料之一,但「腐蝕」現象卻嚴重影響鋼鐵材料之使用壽命,尤其是台灣地處高溫高濕的海洋性季風環境下,「腐蝕」問題較其他各國更為嚴重,隨著地球資源日益減少及工業生產所產生之二氧化碳的排放,產生地球溫室效應,因此,強化鋼鐵材料之防蝕性能,延長使用壽命,為當今重要的重要課。 熱浸鍍鋅防蝕技術是目前工程實務上使用甚廣泛,亦為頗具效益之防蝕方法之一。鋼鐵材料採用熱浸鍍鋅,可有效維護及延長鋼鐵材料之使用壽命,但鋼鐵材料之熱浸鍍鋅必須在工廠內進行,經完成鍍鋅鍍層之鋼鐵材料構件,在鍍鋅過程常有吊掛位置,或鋅液不易浸潤之凹角,或搬運或組裝過程碰撞或在銲接或火焰切割後造成鍍層之損傷,或局部銹蝕,而須作熱浸鍍鋅鍍層損傷及裸點補修的動作。目前國家標準已有CNS 15257「熱浸鍍鋅鍍層損傷及裸點補修」規範,技師同仁在施工監造時,可依該標準作為鍍鋅鍍層損傷及裸點補修之依據。
二、適用範圍 「熱浸鍍鋅鍍層損傷及裸點補修」標準適用於鋼鐵配件、鋼構及鋼鐵材料加工製品之熱浸鍍鋅鍍層 (以下簡稱鍍層) 損傷及裸點補修。鍍層損傷可能為銲接(見圖1)、火焰或電鋸切割(見圖2)造成的燃燒破壞,亦可適用於因搬運或組裝撞傷之鍍層修補。修補部位之大小及方法由買賣雙方協議之。標準未規定,但與勞工作業安全有關之事宜,應先建立適當之安全維護措施。
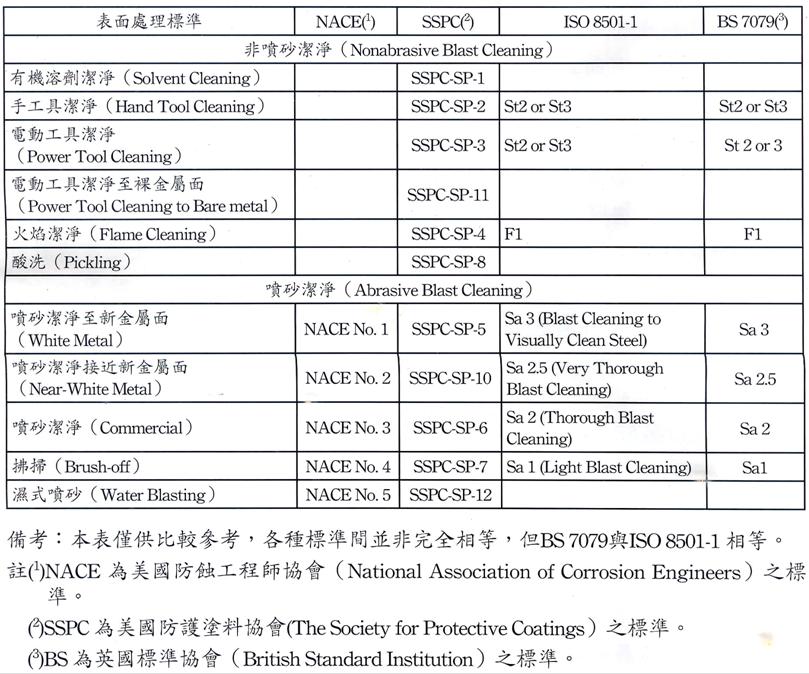
三、修補材料 3.1修補材料之性能 (1)須符合原設計厚度以上之鍍層厚度。 (2)提供犧牲陽極及隔絕層保護功能。 3.2適合鍍層修補之材料 (1)鋅基銲料:使用之鋅基合金銲料為鋅錫銅合金,可為棒狀或粉狀。鋅錫銅合金之液相線溫度為349℃~354℃,在250℃~300℃為半固態。 (2)鋅粉漆:使用在鋼鐵表面之鋅粉漆,通常由有機樹脂與鋅粉混合而成,鋅粉須占漆料質量百分比65~69,或乾膜含鋅量須達92%以上,且須具有修補損傷鍍層之效用。除非買方指定特殊之濃度或塗裝系統,修補鍍層損傷用之鋅粉漆,須由鍍鋅業者決定與鍍層相容之鋅粉漆。鋅粉漆耐蝕性及效用性能,與塗料系統之特性、表面處理及塗裝施工技術有關,故鍍層損傷及裸點之補修須謹慎施作。 四、修補方法 4.1鋅基銲料鍍層修補方法 (1)修補部位利用鋼刷、輕度研磨或噴砂進行表面處理,為確保修補層平滑,修補之部位須擴展至未損傷之鍍層區域。 (2)修補區域如有殘留銲渣及濺渣時,須先以剷除、研磨或電動除垢工具等機械方法加以清除乾淨。 (3)修補區域預熱至315℃以上,但不可過熱至400℃,並避免周邊鍍層產生燒損,預熱時得以鋼刷清潔表面,需要時,得預加助熔劑。 (4)以棒狀鋅基銲料擦拭已清潔之預熱區域,使鋅合金層平均分布。 當使用粉狀鋅基銲料時,把粉體撒在清潔之預熱區域內,並用抹刀或相似之工具抹勻,鍍層厚度由買賣雙方協議之。 (5)修補完成後須以清水或濕布擦拭,以去除殘留銲接助熔劑。 (6)依CNS 15200-1-7規定之磁性、電磁性或渦(電)流方法,測定修補後之膜厚。 4.2鋅粉漆修補方法 損傷區域之表面處理,常受塗料類型及使用環境之影響。通常使用有機鋅粉漆系統之表面處理要求較低,大多數含鋅粉的有機塗料硬化時,對於大氣環境之要求較不嚴苛,一般之應用說明如下: (1)鋅粉塗料施工前,須將修補部位之油脂、舊塗膜、腐蝕生成物等清理乾淨,保持乾燥。 (2)預估現場施工條件,包括浸泡水中環境,修補表面須噴砂至ISO 8501-1規定之Sa 2 1/2 (非常徹底的噴砂除鎊) 等級,對於腐蝕較不嚴重部位,修補表面須噴砂至最少達 ISO 8501-1規定之St3 (非常徹底的手工和動力工具除銹至表面潔淨) 等級,若環境不允許噴砂或電動工具處理,修補表面須以手工具清理至 ISO 8501-1規定之St2 (徹底的手工和動力工具除鎊)等級(表面處理標準參見表1),須確保修補層平滑,表面處理須擴展至未損傷之鍍層,表面處理方法及範圍由買賣雙方協議之。 表1 表面處理標準 (3)若修補之區域包括銲道,須利用研磨或電動工具等機械方法將銲渣及濺渣清除。 (4)以鋅粉漆噴塗或刷塗時,塗裝施工須依製造廠商之施工作業標準,以單層多道達到要求之乾膜厚度,塗層之間隔須具足夠之硬化時間。 (5)依CNSl5200-1-7規定之磁性、電磁性或渦(電)流方法,測定修補後之膜厚。 4.3鋅熔射修補方法 (1)鋅熔射施工前,須將修補部位之油脂、舊漆膜、腐蝕生成物等清理乾淨,保持乾燥。 (2)若修補之區域如有殘留銲渣及濺渣時,須先以剷除、研磨或電動除垢工具等機械方法加以清除乾淨。 (3)修補表面須噴砂至 ISO 8501-1規定之Sa3 (噴砂潔淨至新金屬面)等級。 (4)須確保修補層平滑,表面處理須擴展至未損傷之鍍層。 (5)表面處理完後,在噴砂表面未出現明顯之銹蝕前,以熔射設備儘快將鋅線或鋅粉,熔射至清淨及乾燥之修補表面。 (6)熔射層之表面須組織均勻,無結塊、粗糙表面或鬆散顆粒。 (7)熔射層膜厚由買賣雙方協議之。 (8)依CNS 15200-1-7規定之磁性、電磁性或渦(電)流方法,測定修補後之鋅熔射層膜厚。 五、結語 熱浸鍍鋅是以鋼構件浸入溫度約460℃的溶融鋅槽中,而使鋼片鍍上鋅層。鍍鋅皮膜之腐蝕生成物為一緻密的強力保護皮膜,使以後之銹蝕難以繼續進行,鍍鋅皮膜在某些因素而生瑕疵的情形下,其周圍的鋅會形成陽離子以抑制鋼鐵材的腐蝕,此為電化學的保護性犧牲防蝕作用,此種鋅對鐵的犧牲防蝕作用,是鋅的獨特性質,具有耐蝕的特性功能。 熱浸鍍鋅的應用已有百年以上的歷史,本文介紹熱浸鍍鋅鍍層損傷及裸點補修的方法,經熱浸鍍鋅處理之結構桿件須補修的面積並不多,修補費用亦不高,但可有效維持熱浸鍍鋅處理過之構件的防蝕效益。本文供技師同仁在施工監造作業時,可參考該標準作為鍍鋅鍍層損傷及裸點補修之依據。 【參考資料】 [1]ASTM A 780-01 Standard practice for repair of damaged and uncoated areas of hot-dip galvanized coatings. [2]國家標準(2009)CNS 15257“熱浸鍍鋅鍍層損傷及裸點補修”。 [3]鄭錦榮 (2009)“研訂熱浸鍍鋅鍍層損傷及裸點補修CNS規範歷程簡介”。 |
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記