|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
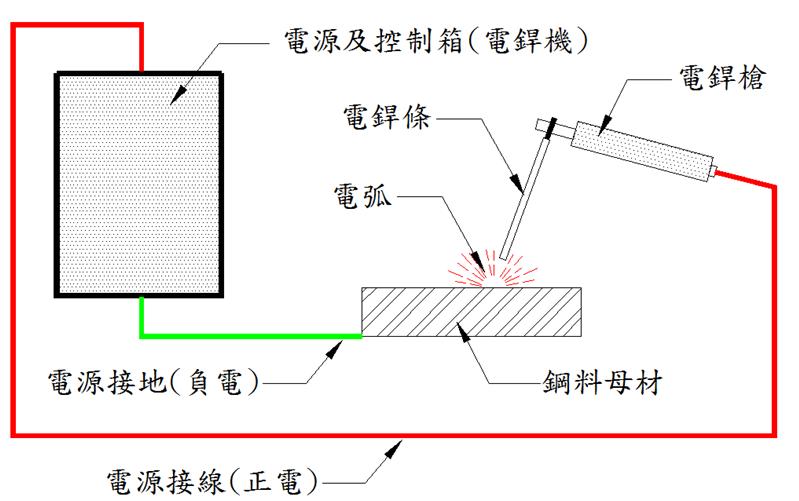
| 簡介電銲時的極性 劉澤山 技師 電銲基本上就是電流短路的一種應用。電流因為短路造成電弧及高熱等現象,而將金屬材料融化,凝固後結成一體。當然要產生高熱,不見得一定非得用電流不可,例如鋼筋的瓦斯壓接或是續接器的摩擦銲接等亦可。但由於採用電弧將銲條融解充填的方式來接合,母材(基材)長度基本上不會縮短,對於構件尺寸的精確度較能確保,所以在鋼結構中以電銲為最主要的方法。 電流分成交流和直流兩種,交流電正負極不斷地變換,所以無所謂極性的問題,直流電則有。以最簡單的遮護金屬電弧銲接(SMAW手銲)而言,示意如圖1,當電銲條接近母材到一定程度時,即產生通電的現象產生電弧。同時銲條與母材表面的一部分融解而成為銲道。當使用直流電源電焊時,首先要將接地端與母材以夾具(clamp)連結。如果接地端接電流供應器(銲機)的負極,以DC-表示,當然這時電銲手就接電焊機的正極(如圖1)。但除了DC+或DC-的表示方式,也有以電焊條的極性來表示的。如標示為DCEP或DCEN,也就是Electrode Positive或Electrode Negative的意思。Electrode是電焊條;Positive、Negative代表正與負。另外還有一種說法是把Electrode Positive叫作是直接電極性Straight Polarity,反之就叫做反極性Reverse Polarity。因此又有了DCSP與DCRP的表示方式。所以表示電源接正接負總共就有了三種標示的方法,常弄得大家搞不清楚。 根據基本電學,電流由正極流向負極,但實際上電子流由負極流向正極。如圖1的接法(DC-),電子流由母材向銲條移動,能量釋放主要發生在銲條端,因此銲條熔解的速度快,熔填的效率高。反之當使用DC+的接法時,能量集中在母材側,母材熔融的深度大,穿透性強,因此用在厚鈑,尤其在第一道的銲接時,比較能保證根部的熔透,AC交流的性質則介於兩者之間。由於交流極性無直流的相吸或相斥的問題,因此使用雙極電焊時,也就是有兩組銲條一同銲接,例如潛弧銲接(照片2),則至少有一支銲條須採用AC極性。 不同極性的銲條,銲藥的種類會有差異,使用前務必注意製造商的標示與說明,以避免誤用導致銲出來的品質無法達到預期。 參考資料 1. 劉澤山(2008)。「超高層鋼結構大樓施工」。
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記