|
技師報於85年11月18日土木日創刊 新聞局出版事業登記證局版省報字第48號 | ||||
|
| 廣告專線 :(02)8961-3968轉142 傳真:(02)2964-1159,2963-4076 地址:新北市板橋區三民路二段37號A3 網址:http://www.twce.org.tw E-mail:mail@twce.org.tw | NO. | ||
| ||||
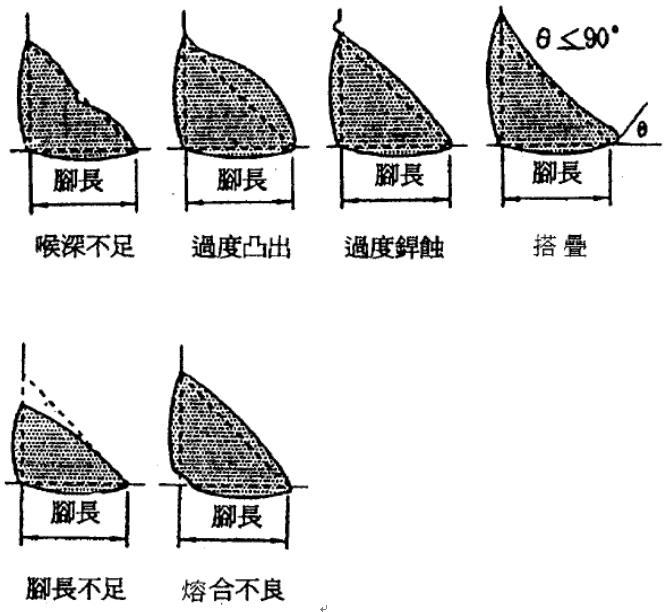
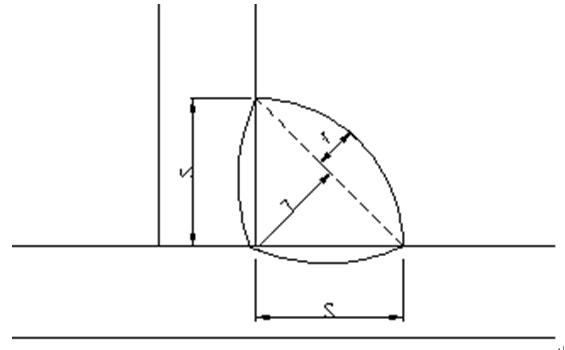
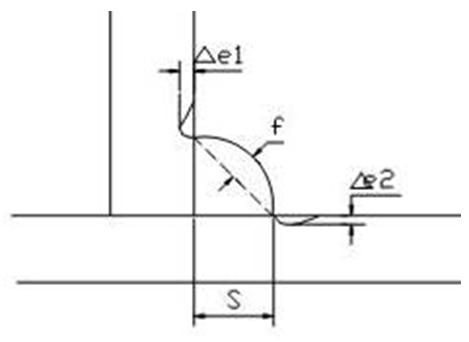
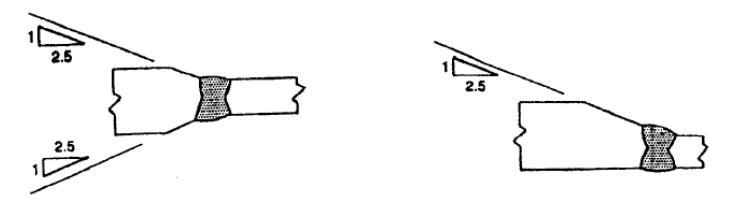
| 鋼結構的銲道目視檢測 劉澤山 技師 電銲可分為全滲透與半滲透電銲兩種方式。全滲透電銲可以採用超音波(UT)檢測。使用超音波可以針對整個銲道內部的各種情形作檢測。至於半滲透的銲接則因使用超音波會有界面反射的問題,不適合使用。目前幾乎都以抽測磁粉探傷(MT)方式,針對表面或次(近)表面的缺陷作檢驗來確保銲道品質。惟,不管那一種檢驗方法,在規範的規定,都要求在檢驗前,必須先以目視去檢驗銲道表面是否合格,方才進行下一步的檢測工作。因此「目視檢測」可以說是鋼構品質把關的第一環。「目視檢測」,雖然也有如同UT、MT有專業的訓練與考試及授證,但實務上就算未受過非常專業的訓練的情形下,業主或工程師仍可依照CNS的規定,做銲接品質的初步驗證與把關的動作。這也是身為工程師們應盡責任。 根據「CNS13021鋼結構銲道目視檢測法」,不良的填角銲道外觀如圖1,共有喉深不足、過度凸出、過度銲蝕、搭疊、腳長不足及溶合不良等6種。分別說明如下。 1. 喉深與腳長的定義,如圖2,S代表腳長、T表銲喉而f代表加勁,在填角銲上加勁又稱凸度,在對接銲道上則稱為銲冠,其最大值限制如表1、2。在計算上,填角銲以喉深作為銲道強度設計的基準,但實務上以量測腳長S較為方便。銲道表面,雖然法規只要求銲喉足夠就好,但實務上仍應以略為外凸為原則,也就是表1、2的C與h,以不小於0為原則,以減輕銲接收縮的開裂應力;但過多,則又會造成斷面變化及應力集中的效應(照片1)。 2. 銲蝕又稱undercut,如圖3,銲接中由於高溫融溶母材,容易在交接處產生銲蝕的現象(如照片2)。銲蝕會造成應力集中的效應,在規範中的規定在1mm~1.6mm間,尚屬嚴格。 3. 搭疊又稱overlap,主要是由於銲料堆疊過多往下坍移,而與母材不溶合的情形。由於會造成尖端集中應力的問題,受力極易撕開,因此法規上不允許搭疊的存在。 4. 在圖1上的溶合不良情形,是溶合深度不足,導致內部交角處未溶合的情形(如照片3),另外一種是在T型接頭銲接時,有可能側壁與銲液未溶合的情形,例如照片4所示續接器銲接溶化之鐵水未與續接器側壁溶合,造成拉力試驗失敗的例子。 CNS對於已完成銲道「目視檢測」的主要規定如下(依靜態力結構) [2] (節錄)。 1. 銲道不得有裂縫或搭疊(Overlap)。 2. 填角銲道之外觀,最大突出不得超過表(1、2)之規定。 3. 銲池必須填滿(照片5);對接銲冠不得超過3mm,不同鈑厚之斜度不得超過1:2.5 (圖4) 。 4. 母材厚度小於25mm者,其銲蝕(undercut)深度不得超過1mm;但在300mm長的銲道內之銲蝕累積長度,不超過50mm時,可允許至1.6mm。 5. 母材厚度大於或等於25mm者,其銲蝕深度不得超過1.6mm。 6. 填角銲道若有1mm以上之氣孔,在25mm的銲道內氣孔長徑的和,不得超過10mm,且在300mm的銲道內氣孔長徑的和,不得超過19mm。 7. 承受與張應力垂直之全滲透開槽銲,不得有表面氣孔。其他開槽銲道,若有1mm以上之氣孔,在25mm的銲道內氣孔長徑的和,不得超過10mm;且在300mm的銲道內氣孔長徑的和,不得超過19mm。 8. 單一連續填角銲道,腳長不足或喉深不足部分,若小於設計尺度之1.6mm以內且不超過總長之10%,可以不須修補。但在大梁末端相當於翼鈑寬度兩倍長之翼鈑與腹鈑之銲道,不得有喉深不足或腳長不足的情形。 9. 銲接完成冷卻至室溫,即可施作目視檢測,但須經淬火及回火之鋼種,應待適當時間後方可實施。 不僅如此,「目視檢測」可以在銲接尚未開始就進行。例如開槽角度與根部間隙等(定義如圖2),例如梁、柱電銲採用何種銲接方法的接頭,開槽角度與間隙的要求不同;還有銲接預熱及層間溫度的控制,這些基本參數的控管等。其他尚有設計規範要求的導銲板切除與磨平(照片6) [3],對於銲接的製程管理也非常的重要。 至於鋼結構的一些其他品管文件,像是使用的材料,如鋼鈑、型鋼、高拉力螺栓、銲條;工廠施工的相關文件;現場施工中的相關品管文件、檢測報告等,建議可參考現有公共工程品質管制的規定。再加上基本的銲道目視檢查,對於鋼構大樓的品質,相信更能獲得進一步的保證。 參考資料 1. 「鋼結構施工規範」內政部,民國96年 2. 「CNS13021鋼結構銲道目視檢測法」民國89年 3. 「幾個鋼結構電銲接頭的規範問題」,劉澤山,技師報883期。 4. 「鋼結構設計規範(二)極限設計法」10.2節,內政部,民國96年 5. 「超高層鋼結構大樓施工」第三章 劉澤山,98年 6. 「鋼結構銲道目視檢測與缺失案例」彭朋畿、李家順 中華民國鋼結構會刊466期
表1 填角銲的最大凸度規定﹝1、2﹞
表2 對接銲道銲冠的高度[1、2]
|
|
|
|
 理事長簡介
理事長簡介 公會服務
公會服務 公會活動
公會活動 創會二十週年專欄
創會二十週年專欄 公會社團
公會社團 技師報
技師報 電子報
電子報 公會相簿
公會相簿 營造廠介聘登記
營造廠介聘登記